
Are DIN 7340 Tubular Rivets the Precision Solution for Your Lightweight Assembly Needs?
When a German engineer reaches for a tubular rivet, chances are they are specifying DIN 7340. This standard has been the backbone of precision hollow rivet manufacturing in Europe for decades. At Nuote Metals, we produce DIN 7340 rivets for customers who demand exact dimensions, consistent wall thickness, and reliable performance.
This guide explains what DIN 7340 actually specifies, how to read a DIN 7340 designation, and where these rivets outperform generic alternatives.

What Exactly Is DIN 7340?
DIN 7340 is a German industrial standard that specifies tubular rivets cut from seamless drawn tubing. The standard covers nominal diameters from 1 mm to 10 mm and defines two head shapes: Form A (flat/pan head) and Form B (knurled round head) . The current version is DIN 7340:2011-03.
The key distinction between DIN 7340 tubular rivets and other hollow rivets is the manufacturing process. Unlike hollow rivets produced by deep drawing (which creates a cup-like shape), DIN 7340 rivets are made from seamless drawn precision tubes. This ensures both the inner and outer diameters are perfectly cylindrical with consistent wall thickness.
How to Read a DIN 7340 Designation
The standard specifies a clear naming convention. Every parameter is included in the part number:
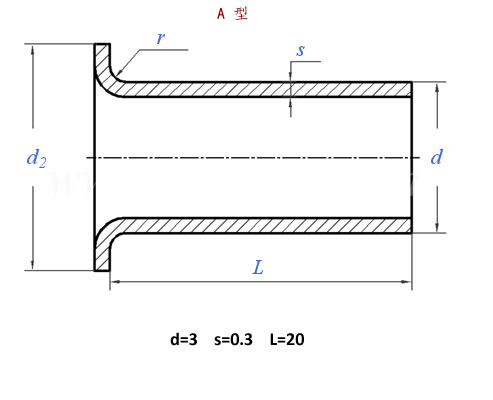
RN A 3 x 0.3 x 20 DIN 7340 Cu
| Component | Meaning | Example Value |
|---|---|---|
| RN | Rivet type (Rohrniete / tubular rivet) | RN |
| A | Head shape (A = flat/pan head, B = knurled round head) | A |
| 3 | Shaft diameter d1 (mm) | 3 mm |
| 0.3 | Wall thickness s (mm) | 0.3 mm |
| 20 | Nominal length l (mm) | 20 mm |
| DIN 7340 | Standard reference | DIN 7340 |
| Cu | Material code (Cu = copper, Ms = brass, Al = aluminum, St = steel) | Cu (copper) |
This naming system means there is no ambiguity. A buyer in Germany and a manufacturer in China are referencing exactly the same rivet.
Common Applications for DIN 7340 Tubular Rivets
Because DIN 7340 rivets are manufactured from precision tubing with consistent wall thickness, they are well-suited for applications where a clean internal bore matters.
Electrical Feed-Through and PCB Assembly
The hollow center of a DIN 7340 tubular rivet allows wires to pass through. This is valuable for PCB grounding points, terminal connections, and electrical feed-through applications where space is limited. Tin-plated brass DIN 7340 rivets are particularly common for solderable connections.
Leather Goods, Bags, and Footwear
The fashion and leather industries rely heavily on DIN 7340 rivets for belt holes, bag reinforcements, shoe eyelets, and strap attachments. The low setting force required for tubular rivets prevents damage to soft materials like leather and fabric.
Automotive and Aerospace Components
DIN 7340 rivets are used in automotive interiors, HVAC duct assemblies, light fixtures, and non-structural aerospace applications where weight reduction and corrosion resistance are priorities.
Industrial and Machinery Applications
Ladder rungs, electronics enclosures, heat exchanger fins, and furniture frames are all examples where DIN 7340 tubular rivets provide cost-effective permanent joining.
Material Options and Selection
DIN 7340 allows for multiple base materials. The table below summarizes the common options and their best-fit applications.
| Material | Standard Code | Key Properties | Best For |
|---|---|---|---|
| Steel (low carbon) | St | High strength, magnetic, needs plating | Cost-sensitive general assembly |
| Stainless steel (304/316) | – | Excellent corrosion resistance, non-magnetic | Marine, medical, outdoor applications |
| Brass (C2680) | Ms | Good strength, decorative gold color, 28% IACS | Electrical terminals, leather goods |
| Copper | Cu | Highest conductivity (100% IACS), soft, forms patina | Busbars, grounding, roofing |
| Aluminum (5052/5056) | Al | Lightweight (1/3 of steel), good corrosion resistance | Aerospace, EV components, electronics |
DIN 7340-compliant rivets made from drawn tubing offer an advantage over deep-drawn hollow rivets: the cylindrical shape ensures uniform wall thickness, which translates to predictable roll formation during installation.
Dimensional Specifications – Form A vs. Form B
Form A (Flat / Pan Head)
Form A features a flat head with a low profile. It is the most common configuration for general-purpose fastening where a flush or low-profile finish is acceptable.
Example dimensions for Form A (flat head):
| Nominal d1 (mm) | d1 max (mm) | d1 min (mm) | Head dia d2 (mm) | Head height k (mm) | Wall thickness s (mm) |
|---|---|---|---|---|---|
| 3 | 3.05 | 2.95 | 4.5 | 0.5 | 0.3 |
| 4 | 4.07 | 3.93 | 6.0 | 0.7 | 0.4 |
| 5 | 5.01 | 4.99 | 7.5 | 0.5 | 0.5 |
| 6 | 6.01 | 5.99 | 9.0 | 0.6 | 0.5 |
| 8 | 8.01 | 7.99 | 12.0 | 0.8 | 0.5 |
| 10 | 10.01 | 9.99 | 15.0 | 1.0 | 0.6 |
Form A tolerances generally follow ±0.05 mm for the shank diameter and ±0.10 mm for head diameter.
Form B (Knurled Round / Rolled Head)
Form B features a rounded head profile. The rolled edge provides a finished appearance and is often chosen for visible applications or where a more decorative finish is required.
For example, a Würth catalog listing shows a Form B steel rivet with zinc plating: d1 = 8 mm, head diameter = 12 mm, head height = 1.4 mm, length = 8 mm, weight = 1.500 g.
Form B may also include knurling on the head for improved grip in certain applications, though this varies by manufacturer.
Installation – What Works for DIN 7340 Rivets
Setting a tubular rivet correctly requires attention to three variables: hole size, rivet length, and tooling.
Hole Size
The hole must be sized correctly. A clearance of no more than +0.10 mm over the outside diameter (d1) is recommended. If the hole is too large, the tube will buckle internally before the head forms. If the hole is too tight, the thin wall may split.
Rivet Length Calculation
For a standard roll-over clinch, the required rivet length is:
Total Material Thickness + (0.5 to 0.7) × d1
Example: joining two sheets of 2.0 mm total thickness with a 3 mm diameter rivet:
Length = 2.0 + (0.6 × 3.0) = 3.8 mm.
Using too much length leads to a messy, unstable clinch. Using too little means the curl cannot form properly.
Tooling
Always use a polished, hardened steel flaring punch. The riveting die should be designed to widen the rivet shaft gradually to prevent buckling. Shaping the die with a gradual flare rather than a sharp shoulder produces a uniform 360° roll.
Quality and Certifications
DIN 7340 is maintained by the DIN Standards Committee Fasteners (FMV). The standard is reviewed and updated periodically, with the 2011 version being the current release.
Nuote Metals manufactures DIN 7340 rivets in steel, stainless steel, copper, aluminum, and brass, with finishes including plain, nickel-plated, and tin-plated. Sizes can be tailor-made to customer drawings. The company operates with ISO 9001:2015 certification, with 100% QC inspection before shipment. Free samples are available for stocked sizes, with MOQ of 20,000 pieces for standard orders.
DIN 7340-compliant rivets are manufactured from seamless drawn tubing, which provides more consistent wall thickness compared to deep-drawn alternatives. This is relevant for applications where the internal bore must remain clean for wire passage or where uniform roll formation is critical.

Getting Started with DIN 7340 Rivets
If you currently specify DIN 7340 rivets or are considering switching to a standardized tubular rivet for your assembly, the fastest path is to request samples.
Provide your total material stack thickness, desired shank diameter (d1), and preferred material. Nuote Metals will calculate the recommended length and send you samples for testing.
Send Inquiry



X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy