
Products







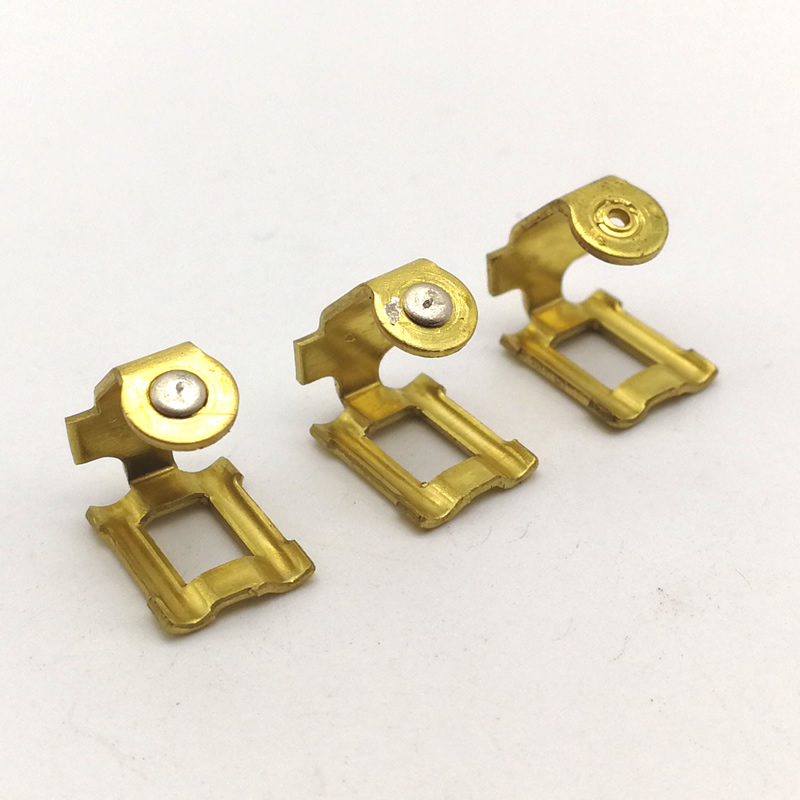

High Precision Metal Stamping
Looking for micron-level accuracy? Nuote Metals, a China factory, delivers Custom high precision metal stamping for complex components in automotive, electronics, and medical devices. Our advanced tooling ensures tight tolerances and burr-free edges, eliminating rework and scrap. Whether you need intricate shapes or high-volume consistency, our stamping process guarantees repeatability part after part. Solve poor fit and premature wear with precision-engineered metal stamping. Trust us for quality that cuts costs and boosts reliability.
Send Inquiry
Product Description
When your design requires features measured in microns or bend angles held to half a degree, conventional stamping is not enough. High precision metal stamping combines advanced press technology, carbide tooling, and rigorous process control to deliver components that meet exacting specifications—part after part, across millions of cycles.
Nuote Metals specializes in high precision metal stamping for industries including medical devices, aerospace connectors, automotive sensors, and electronics. This guide explains our capabilities, quality systems, and transparent approach to precision manufacturing.

Real-World Applications of Our Precision Stamping
Case 1 – Medical Sensor Housing
A medical device manufacturer needed a stainless steel housing with a critical flatness of 0.05mm across 40mm length. Using high precision metal stamping, we produced 200,000 units with a Cpk of 1.33 on the flatness characteristic. The customer passed FDA inspection with no findings related to our parts.
Case 2 – Automotive Connector Terminal
An automotive tier-one supplier required a brass terminal with a 0.3mm diameter hole positioned within ±0.01mm of true position. Our high precision metal stamping process held the tolerance across 5 million pieces, eliminating the need for secondary drilling and saving the customer $0.02 per part.
Technical Parameters and Capabilities
We define high precision metal stamping by the tolerances we hold and the features we produce.
Dimensional Tolerances
| Feature | Standard Precision | High Precision (upon request) |
|---|---|---|
| Hole diameter (under 5mm) | ±0.025 mm | ±0.010 mm |
| Hole-to-hole center distance | ±0.025 mm | ±0.010 mm |
| Blank contour (sheared edge) | ±0.050 mm | ±0.025 mm |
| Bend angle | ±0.5° | ±0.2° |
| Formed height (dimples, offsets) | ±0.05 mm | ±0.02 mm |
| Flatness over 50mm length | ±0.10 mm | ±0.05 mm |
| Burr height (sheared edge) | ≤0.05 mm | ≤0.02 mm |
Material Thickness and Press Capabilities
| Parameter | Range |
|---|---|
| Material thickness (steel, stainless, brass) | 0.10 mm – 2.0 mm |
| Material thickness (aluminum, copper) | 0.15 mm – 2.5 mm |
| Press tonnage | 25 – 200 tons |
| Press speed (for precision work) | 100 – 400 SPM (slower than high-speed stamping) |
| Maximum strip width | 300 mm |
| Coil weight capacity | Up to 1,000 kg |
Materials We Commonly Stamp
- Stainless steel – 304, 316, 301 full hard
- Carbon steel – SPCC, SPCD, 1008, 1010, 1045
- Brass – C26000, C26800
- Phosphor bronze – C5191
- Beryllium copper – C17200 (heat treated after stamping)
- Aluminum – 5052, 1100, 6061 (annealed)
- Nickel silver – for corrosion-resistant contacts
Have a look at our stamping workshop to know how we make a stamping part.
Our Seven-Step High Precision Metal Stamping Process
We follow a disciplined workflow to achieve and maintain tight tolerances.
Step-by-Step from Raw Material to Finished Part
1. Material Sourcing – We purchase certified coils from approved mills. Each coil is assigned a heat number for full traceability.
2. Material Inspection – Incoming coils are tested with a spectrometer and a laser thickness gauge. We reject any coil with thickness variation exceeding ±2% of nominal.
3.Tooling Customization or Setup – For new parts, we design and machine carbide progressive dies with wire EDM-cut profiles (tolerance on die opening ±0.002mm). For existing tools, our technicians verify die alignment and pilot pin condition.
4.First Article Inspection – The press runs 50 sample pieces. Using a CMM or vision system, we measure every dimension on the drawing. A full FAI report is sent to the customer.
5.Mass Production – Upon approval, we run the press at optimized speed (typically 150–250 SPM for precision work). In-process checks occur every 500 pieces for critical dimensions.
6.Subcontracted Plating (if required) – For parts requiring zinc, nickel, tin, or gold plating, we send batches to our certified partners. Plating thickness is verified by XRF.
7.Final Outgoing Inspection – We use optical sorting machines for 100% inspection of critical dimensions. An AQL sample (Level II, 1.0) is pulled for full verification. A Certificate of Conformance accompanies every shipment.

Quality Assurance and Certifications
Our high precision metal stamping operations are supported by the following certifications:
| Certification | Scope |
|---|---|
| ISO 9001:2015 | Quality management system |
| IATF 16949 | Automotive quality (available for automotive projects) |
| ISO 13485 | Medical device quality (available upon request) |
| RoHS / REACH | Material compliance |

Each shipment includes:
- Mill test certificate (material chemistry and hardness)
- First article inspection report (for new tools)
- Dimensional inspection report (for production lots)
- Plating certificate (if applicable)
- Signed Certificate of Conformance
Transparent Policies for Precision Stamping
Sample policy – 50 free pieces from new tooling (customer pays shipping)
Minimum order quantity – 10,000 pieces for new tooling; 5,000 for existing tooling
Lead time for tooling – 20–30 business days for progressive dies
Lead time for production – 10–15 business days after sample approval
Tooling ownership – Customer retains tooling ownership; we store it free of charge
Return policy – Defective parts replaced at no cost
Nuote Metals does not charge for requalification if tolerances are not met on first samples.
Customers we are cooperating with
Frequently Asked Questions
Q1: What is the difference between high precision metal stamping and conventional stamping?
A: The primary difference is the level of dimensional control. Conventional stamping typically holds tolerances of ±0.10mm to ±0.25mm. Our high precision metal stamping achieves ±0.025mm on hole positions and ±0.05mm on blank contours. This is made possible by using carbide dies with wire EDM-cut openings, presses with guided ram systems, and in-process statistical process control. For applications where parts will be used in automated assembly or where fit with mating components is critical, we recommend high precision metal stamping to avoid rework or assembly failures.
Q2: How do you maintain tool life while holding such tight tolerances over millions of strokes?
A: We use tungsten carbide inserts for all cutting and forming stations. Carbide maintains sharp edges 10–20 times longer than tool steel, which prevents burr growth and dimensional drift. We also apply TiCN or AlCrN coatings to punches to reduce friction. Our tooling engineers monitor punch wear via in-die sensors that measure stripping force; when a predetermined threshold is reached, the press stops automatically. Typical tool life for high precision metal stamping of 0.5mm stainless steel is 3–5 million strokes before requiring re-sharpening.
Q3: Can you perform high precision metal stamping on materials thinner than 0.1mm? What challenges arise?
A: Yes, we have stamped materials as thin as 0.05mm (beryllium copper and stainless). However, challenges include material handling (thin coils easily kink), part ejection (static can cause parts to stick to punches), and measurement (standard calipers cannot be used). We address these by using servo feeds with tension control, anti-static ionizers, and non-contact laser micrometers for inspection. For high precision metal stamping of ultra-thin materials, we also recommend slower press speeds (100–150 SPM) to reduce vibration. Please contact us with your specific thickness and part geometry for a feasibility review.
Why Choose Us for High Precision Metal Stamping
- In-house tooling design and carbide die manufacturing
- CMM and vision systems for dimensional validation
- Statistical process control (SPC) on every production run
- Full material traceability from coil to finished part
- Free first article inspection report with every new tool
- Global shipping to over 50 countries
Contact Nuote Metals today to discuss your high precision metal stamping project or to request a sample part from an existing tool.
Hot Tags: High Precision Metal Stamping,China Precision Stamping Manufacturer,Precision Metal Stamping Supplier
Send Inquiry
Please feel free to fill your inquiry in the form below. We will reply you in 24 hours.









X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy