
Products






High Speed Stamping
From our China factory, Nuote Metals delivers Custom high speed stamping for precision parts. This process ensures fast output and tight tolerances, cutting costs for automotive and electronics orders. Rely on us for efficient production that keeps your project moving.
Send Inquiry
Product Description
In the competitive world of metal forming, speed directly impacts cost. High speed stamping is the manufacturing process that delivers thousands of precision components per minute—making it the preferred choice for industries requiring large volumes of small-to-medium sized metal parts.
Nuote Metals operates a dedicated high speed stamping facility with presses capable of 200 to 1,200 strokes per minute. Our high speed stamping lines produce billions of parts annually for automotive, electronics, medical, and consumer goods sectors.
What Is High Speed Stamping?
High speed stamping is a metal forming process using custom progressive dies mounted on presses that cycle at significantly higher rates than conventional stamping. Typical high speed stamping operates at 200–1,200 strokes per minute (SPM), compared to 30–80 SPM for standard presses.
The high speed stamping process feeds metal coil through a straightener and into the press. Each stroke performs multiple operations—piercing, blanking, bending, coining—simultaneously. Parts exit the die at speeds measured in thousands per hour.
Key characteristics of high speed stamping:
Extremely high output – Millions of parts per week from a single press
Tight tolerances – Maintained through rigid die construction and press stability
Minimal labor – Fully automated coil-to-part production
Lower piece price – High volume amortizes tooling and setup costs

Why Choose Nuote Metals for High Speed Stamping?
Specialized Equipment Fleet
Nuote Metals maintains a press line specifically configured for high speed stamping. All presses feature advanced vibration damping and precision guiding systems.
| Press Parameter | Specification |
|---|---|
| Press type | C-frame and straight-side high speed |
| Press capacity | 25 tons to 200 tons |
| Speed range | 200 – 1,200 strokes per minute |
| Maximum coil width | 400 mm |
| Maximum material thickness | 3.0 mm (steel) / 1.5 mm (stainless) |
| Feed accuracy | ±0.05 mm |
| Die protection | Sensors for misfeed, part ejection, material buckling |
Tooling Expertise for High Speed Stamping
High speed stamping places extreme demands on die construction. Nuote Metals designs and builds progressive dies specifically for high-speed operation:
--Carbide punches and inserts – Wear resistance for millions of strokes
--Balanced die sections – Reduced vibration at high cycling rates
--Positive part ejection – Air or spring pins to clear the die at each stroke
--Lubrication systems – Micro-mist applicators for consistent coil coating
--Quick-change die sets – Under 30 minutes for die swaps
Technical Capabilities of Nuote Metals High Speed Stamping
Material Compatibility for High Speed Stamping
Not all metals perform equally in high speed stamping. Nuote Metals has validated the following materials for high-speed production:
| Material | Typical Thickness | Max SPM | Common Parts |
|---|---|---|---|
| Low carbon steel (SPCC, SPCD) | 0.2 – 2.5 mm | 1,200 | Terminals, washers, clips |
| Stainless steel (304, 301) | 0.1 – 1.2 mm | 600 | Spring contacts, medical components |
| Brass (C260, C268) | 0.1 – 2.0 mm | 1,000 | Electrical terminals, connector pins |
| Phosphor bronze | 0.1 – 0.8 mm | 1,000 | Relay springs, switch blades |
| Aluminum (5052, 1100) | 0.2 – 2.0 mm | 800 | Heatsinks, EMI shields, battery contacts |
| Copper (C110) | 0.1 – 1.5 mm | 1,200 | Busbars, grounding clips |
Dimensional Tolerances Achievable with High Speed Stamping
Despite high cycling rates, Nuote Metals maintains tight tolerances through in-die sensing and tool steel selection.
| Feature Type | Standard Tolerance (high volume) | Precision Capability (with in-die sensors) |
|---|---|---|
| Hole diameter (under 5mm) | ±0.025 mm | ±0.010 mm |
| Blank contour (progressive strip) | ±0.050 mm | ±0.025 mm |
| Hole-to-hole center distance | ±0.050 mm | ±0.025 mm |
| Forming height (bends, dimples) | ±0.075 mm | ±0.050 mm |
| Flatness (per 50mm length) | ±0.10 mm | ±0.05 mm |
| Burr height (sheared edges) | ≤0.05 mm | ≤0.025 mm |
Production Volumes for High Speed Stamping
High speed stamping is most economical at higher volumes. Nuote Metals provides guidance on volume tiers.
| Volume Tier | Typical Part Quantity | Recommended Process | Lead Time (tooling) |
|---|---|---|---|
| Prototype / Pilot | 100 – 5,000 pcs | Laser cut or soft tooling | 7 – 14 days |
| Low volume | 5,000 – 50,000 pcs | Conventional stamping (80 SPM) | 20 – 30 days |
| Medium volume | 50,000 – 500,000 pcs | High speed stamping (400 SPM) | 25 – 35 days |
| High volume | 500,000 – 10M+ pcs | High speed stamping (800+ SPM) | 30 – 45 days |
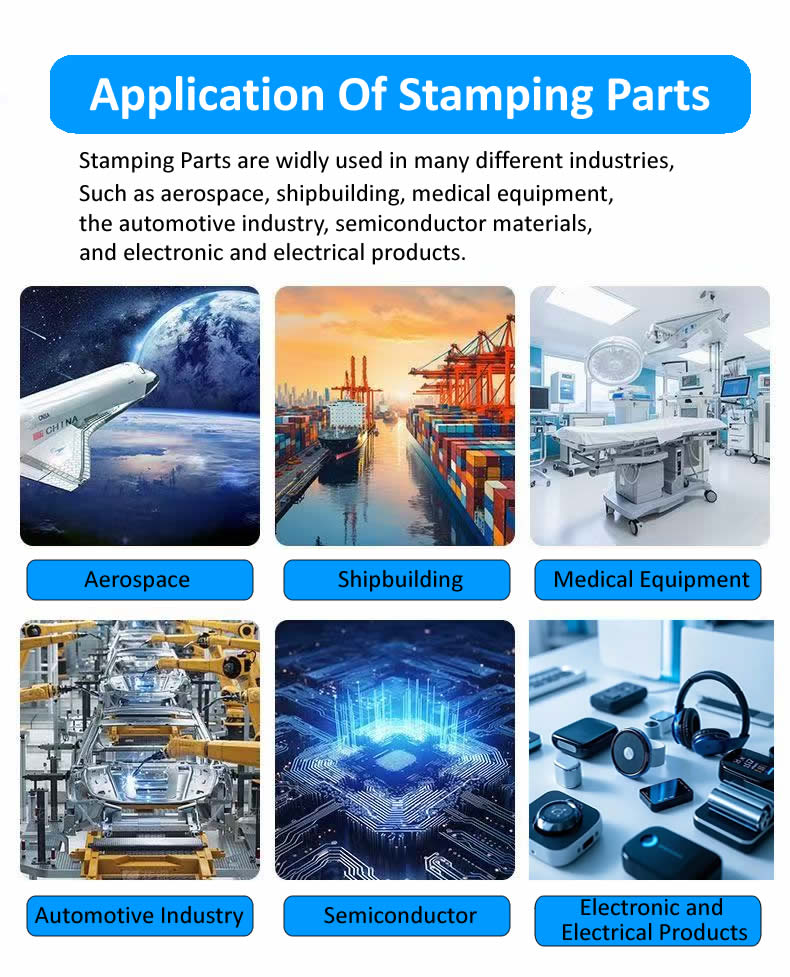
Applications Best Suited for High Speed Stamping
Nuote Metals has applied high speed stamping across many industries. Below are characteristic part families.
Electrical and Electronic Components
Battery contacts and coin cell terminals
Relay and switch blades
Connector pins and sockets
Shielding cans (EMI/RFI)
Lead frames for semiconductors
Slip rings and brush holders
Automotive Fasteners and Clips
Wire harness clips and retainers
Hose clamps (band-style)
Fuse box terminals
Sensor mounting brackets (small format)
Gaskets and shims
Seat belt buckle components
Medical Device Components
Surgical instrument jaws (stamped blanks)
Implantable device housings (thin-wall)
Catheter connector rings
Orthopedic screw driver bits (stamped forms)
Diagnostic test strip contacts
Consumer Products
Zipper teeth and sliders
Snap fastener components
Key switch domes (metal)
Battery contacts for toys and remotes
Spring clips for pens and tools
Industrial and Hardware
Lock washers and retaining rings
Terminal blocks and lugs
Cable ties (metal barb versions)
Spacers and standoffs
Nameplates and serial tags
Quality Assurance in High Speed Stamping – EEAT Principles
Nuote Metals demonstrates Experience, Expertise, Authoritativeness, and Trust through rigorous process controls tailored to high speed stamping.
Experience in High-Speed Die Design
Our tooling engineers have designed over 500 progressive dies for high speed stamping across three decades of combined experience. Each die undergoes finite element analysis (FEA) to predict strip movement and vibration modes before manufacturing.
Expertise in In-Process Monitoring
High speed stamping requires real-time quality feedback. Nuote Metals employs:
Optical sensors – Detect part presence and shape at each stroke
Laser micrometers – Measure critical widths at 1,000 readings per second
Eddy current testing – Verify material hardness and cracks (for safety parts)
SPC software – Tracks dimensional trends and alarms on drift
Authoritativeness Through Industry Compliance
Our high speed stamping operations are certified to:
ISO 9001:2015 – Full quality management
IATF 16949 – Automotive quality standard (available for automotive projects)
IPC-A-610 – Acceptability for electronic assemblies (where applicable)
RoHS & REACH – Material compliance for all produced parts

Trust Through Data Transparency
For every high speed stamping production order, Nuote Metals provides:
First article inspection report – 100% measured dimensions
Process capability (Cpk) study – For customer-critical dimensions
Material certificates – Traceable to original mill
Sample parts – 20 pieces shipped prior to full production
High Speed Stamping vs. Conventional Stamping – A Comparison
When selecting a manufacturing process, understanding trade-offs is essential.
| Factor | Conventional Stamping | High Speed Stamping |
|---|---|---|
| Strokes per minute | 30 – 80 | 200 – 1,200 |
| Typical annual volume | 50k – 500k parts | 500k – 50M parts |
| Die construction | Tool steel (D2, A2) | Carbide inserts + tool steel |
| Die cost | Lower (simpler construction) | Higher (precision grinding required) |
| Part complexity | Simple to moderate | Simple (primarily flat or mild forming) |
| Material thickness range | 0.5 – 6.0 mm | 0.1 – 3.0 mm |
| Changeover time | 1 – 2 hours | 0.5 – 1 hour (quick-change tooling) |
| Labor per shift | 1 – 2 operators | 0.5 operators (semi-automated) |
| Piece price (high volume) | Moderate | Very low |
Nuote Metals recommends high speed stamping when annual volumes exceed 500,000 pieces and part geometry is primarily flat or involves mild bends.
Frequently Asked Questions About High Speed Stamping
Below are the most common technical inquiries received by Nuote Metals regarding high speed stamping.
Q1: What is the minimum annual volume required to justify high speed stamping tooling costs?
A: The break-even point for high speed stamping depends on part complexity and material. As a general rule from Nuote Metals, high speed stamping becomes economically advantageous when annual volumes exceed 500,000 pieces for simple parts (washers, clips, terminals) or 200,000 pieces for moderately complex parts (multiple bends, tight tolerances). Below these thresholds, conventional stamping or even CNC punching may offer lower total cost when tooling amortization is considered. For example, a typical high speed stamping progressive die with carbide inserts costs $8,000–$20,000 depending on station count. If that die produces parts at $0.01 each versus conventional stamping at $0.03 each, the savings per part is $0.02. The die pays for itself after 400,000–1,000,000 pieces. Nuote Metals provides a free cost comparison analysis for your part drawing—we calculate piece price for both conventional and high speed stamping methods.
Q2: Can high speed stamping produce parts with complex three-dimensional forms, such as deep drawn cups or multi-angle brackets?
A: High speed stamping is best suited for parts that are predominantly flat or have gentle forming (bend heights up to 3–4 times material thickness). Deep drawing (cup depth greater than diameter) or complex multi-angle brackets generally require slower press speeds (30–80 SPM) to allow material to flow properly without tearing or wrinkling. However, Nuote Metals can incorporate limited forming into high speed stamping dies—for example, embossed ribs, shallow dimples, offset bends (Z-forms), and simple U-bends up to 90 degrees. If your part requires deep drawing over 8mm or multiple compound bends, we recommend our conventional stamping line which operates at 60–100 SPM but can handle more complex geometries. Contact Nuote Metals with your 3D model, and our engineers will advise whether high speed stamping is technically feasible for your specific geometry.
Q3: How does Nuote Metals maintain dimensional stability during long high speed stamping runs (millions of strokes)?
A: Maintaining precision over millions of strokes is the core challenge of high speed stamping. Nuote Metals employs three strategies. First, we use carbide inserts for all critical cutting and forming stations—carbide maintains sharp edges 10–20 times longer than tool steel, preventing burr growth and dimensional drift. Second, our high speed stamping presses are equipped with automatic lubrication systems that apply micro-oil to the coil at every stroke, reducing friction and heat buildup. Third, we implement in-die sensing: optical sensors monitor part presence, and laser micrometers check key widths every 10,000 strokes. When any measurement approaches control limits, the press stops automatically. Using these methods, Nuote Metals regularly runs high speed stamping jobs of 5–10 million parts without significant tooling wear. We provide ongoing Cpk reports every 100,000 pieces to demonstrate process stability.
Q4: What types of defects are unique to high speed stamping, and how does Nuote Metals prevent them?
A: High speed stamping introduces defect modes not seen in slower processes. The most common include coil buckling (material piles up at the die entrance due to feed mismatch), galling (metal transfers to punch surfaces from heat), and incomplete stripping (part sticks to punch and is carried back up). Nuote Metals prevents these through specific design features: precision feed rolls with servo control (±0.02mm accuracy), polished and coated punches (TiN or TiCN coatings reduce galling), and positive stripper plates with spring pressure tailored to material thickness. Additionally, our high speed stamping presses include misfeed detectors and strip buckling sensors that stop the press within one stroke. For materials prone to edge cracking at high speed (e.g., half-hard stainless), we may recommend annealing or a different lubricant. If you are experiencing any of these issues with an existing high speed stamping supplier, Nuote Metals can review your part and die design at no charge.
Why Partner with Nuote Metals for High Speed Stamping?
Selecting the right high speed stamping partner ensures consistent quality at the lowest piece price. Nuote Metals offers:
Dedicated high speed presses – 200 to 1,200 SPM, 25 to 200 tons
In-house carbide die manufacturing – No outsourcing delays
Automated coil-to-part production – Minimal labor cost per part
Tolerances to ±0.01mm – Verified by laser and optical systems
Volumes from 50k to 50M+ – Flexible capacity
Material certs and Cpk reports – Full traceability
Global logistics – Shipping to over 40 countries
Contact Nuote Metals today to submit your drawing for a high speed stamping feasibility review and volume-based quotation.
Hot Tags: High Speed Stamping,China Stamping Manufacturer,China High Speed Stamping
Send Inquiry
Please feel free to fill your inquiry in the form below. We will reply you in 24 hours.









X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy