
Products






Stainless Steel Stamping Parts
Looking for durable stainless steel stamping parts? Nuote Metals, a China factory, provides Custom solutions for automotive and medical devices. Our precision stamping delivers rustproof strength and exact fits. Solve corrosion and wear issues with parts built to last. Trust the factory for quality that performs.
Send Inquiry
Product Description
For components exposed to moisture, chemicals, or extreme temperatures, material choice is critical. Stainless steel stamping parts deliver the corrosion resistance and mechanical strength that ordinary carbon steel cannot match—making them the standard for medical, food processing, marine, and architectural applications.
Nuote Metals specializes in manufacturing stainless steel stamping parts from austenitic (304, 316), ferritic (430), and martensitic (410, 420) grades. Our stamping processes are optimized to overcome the unique challenges of working with stainless steel: work hardening, high tensile strength, and tool wear.

What Are Stainless Steel Stamping Parts?
Stainless steel stamping parts are metal components produced by feeding stainless steel coil or sheet through a stamping press equipped with custom dies. The process cuts, bends, forms, or draws the material into finished shapes.
Unlike mild steel, stainless steel stamping parts contain at least 10.5% chromium, which forms a passive oxide layer that resists rust and staining. This self-healing layer makes stainless steel ideal for applications requiring cleanliness, longevity, and resistance to aggressive environments.
Nuote Metals produces stainless steel stamping parts in three primary families:
--Austenitic (304, 316) – Most common, non-magnetic, excellent formability
--Ferritic (430) – Magnetic, lower cost, good corrosion resistance
--Martensitic (410, 420) – Hardens with heat treatment, wear-resistant

Why Choose Nuote Metals for Stainless Steel Stamping Parts?
Material Expertise
Stainless steel behaves differently than carbon steel. Nuote Metals engineers understand:
Work hardening rates – 304 stainless hardens rapidly during forming, requiring careful tool design and lubrication
Springback characteristics – Higher yield strength means stainless steel returns toward its original shape more than mild steel
Galling tendencies – Stainless steel can adhere to tool surfaces under pressure, demanding polished dies and specific coatings
Dedicated Tooling for Stainless
Our dies for stainless steel stamping parts feature:
Carbide or D2 tool steel – Withstands abrasive wear from stainless
TiN or TiCN coatings – Reduces friction and galling
Generous radii – Prevents cracking at bends
Precision clearances – 8–12% per side (compared to 5–8% for mild steel)
Technical Specifications of Nuote Metals Stainless Steel Stamping Parts
Available Stainless Steel Grades
| Grade | Type | Key Properties | Typical Applications |
|---|---|---|---|
| 304 | Austenitic | Best all-around corrosion resistance, good formability | Medical devices, food equipment, chemical hardware |
| 304L | Austenitic | Lower carbon (0.03%), better weldability | Welded assemblies, thick sections |
| 316 | Austenitic | Molybdenum added, excellent saltwater resistance | Marine components, pharmaceutical equipment |
| 316L | Austenitic | Low carbon version of 316 | Implantable devices, surgical instruments |
| 430 | Ferritic | Magnetic, lower cost, good for mild corrosion | Appliance trim, automotive exhaust clamps |
| 410 | Martensitic | Heat treatable to HRC 38–45, wear resistant | Valve stems, pump shafts (stamped blanks) |
| 420 | Martensitic | Higher hardness (HRC 48–52) after heat treat | Cutlery, surgical scissors (stamped forms) |
| 301 (full hard) | Austenitic | High tensile strength from cold rolling | Spring clips, battery contacts, washers |
Dimensional Capabilities
Nuote Metals produces stainless steel stamping parts across a wide size range.
| Parameter | Capability |
|---|---|
| Material thickness range | 0.1 mm to 4.0 mm (depending on grade) |
| Maximum part size (progressive die) | 300 mm x 300 mm |
| Maximum part size (compound die) | 500 mm x 500 mm |
| Minimum hole diameter | Equal to material thickness (1xT) for piercing |
| Tolerances (standard) | ±0.10 mm on dimensions under 100 mm |
| Tolerances (precision) | ±0.05 mm on critical features |
| Flatness (per 100 mm) | ≤0.20 mm (after stress relieving if needed) |
Stamping Processes for Stainless Steel
| Process | Suitability for Stainless | Notes |
|---|---|---|
| Blanking | Excellent | Carbide dies required for high volume |
| Piercing | Good | Small holes (< 1.5xT) may require piercing in two hits |
| Bending (air bending) | Good | Allow for springback (typically 2–5° over-bend needed) |
| Bending (coining) | Excellent | Reduces springback but requires higher tonnage |
| Shallow drawing (depth < 2x dia) | Good | Annealed 304 preferred; lubrication critical |
| Deep drawing | Fair to moderate | Multiple draws and intermediate annealing may be required |
| Coining / embossing | Good | High press tonnage needed due to work hardening |
Mechanical Properties After Stamping
| Grade | Tensile Strength (MPa) | Yield Strength (MPa) | Elongation % | Hardness (typical) |
|---|---|---|---|---|
| 304 (annealed) | 515 – 620 | 205 – 240 | 40 – 60 | HRB 70–85 |
| 304 (1/2 hard) | 860 – 1030 | 690 – 860 | 10 – 20 | HRC 25–32 |
| 316 (annealed) | 550 – 620 | 205 – 240 | 40 – 60 | HRB 75–85 |
| 430 (annealed) | 450 – 550 | 240 – 310 | 20 – 30 | HRB 75–85 |
| 410 (annealed) | 480 – 550 | 275 – 345 | 15 – 20 | HRB 80–90 |
Note: stainless steel stamping parts may work-harden during forming. Specify “annealed after stamping” if soft condition is required.
Surface Finishes for Stainless Steel Stamping Parts
Nuote Metals offers multiple post-stamping finishes to enhance appearance or function.
Mechanical Finishes
| Finish | Description | Method | Application |
|---|---|---|---|
| #2B (mill) | Smooth, reflective finish (standard) | As-rolled with light cold rolling | General industrial, hidden parts |
| #4 (brushed) | Fine directional satin lines | Abrasive belt finishing | Food equipment, architectural trim |
| #8 (mirror) | Highly reflective, mirror-like | Progressive polishing | Decorative, medical instruments |
| Bead blasting | Uniform matte, non-directional | Glass bead impact | Medical enclosures, aesthetic parts |
| Electropolishing | Smooth, bright, passive layer enhanced | Electrochemical removal of micro-burrs | Pharmaceutical, semiconductor, high-purity |
Coatings and Treatments (Rare for stainless, but available)
| Treatment | Purpose | Typical Thickness |
|---|---|---|
| Passivation | Removes free iron, restores corrosion resistance | Not measurable (chemical process) |
| Black oxide | Anti-glare, mild corrosion resistance | 0.5 – 1.5 µm |
| PVD coating (TiN, CrN) | Wear resistance, decorative color | 1 – 3 µm |
Applications of Stainless Steel Stamping Parts
Nuote Metals supplies stainless steel stamping parts to industries requiring hygiene, durability, and corrosion resistance.
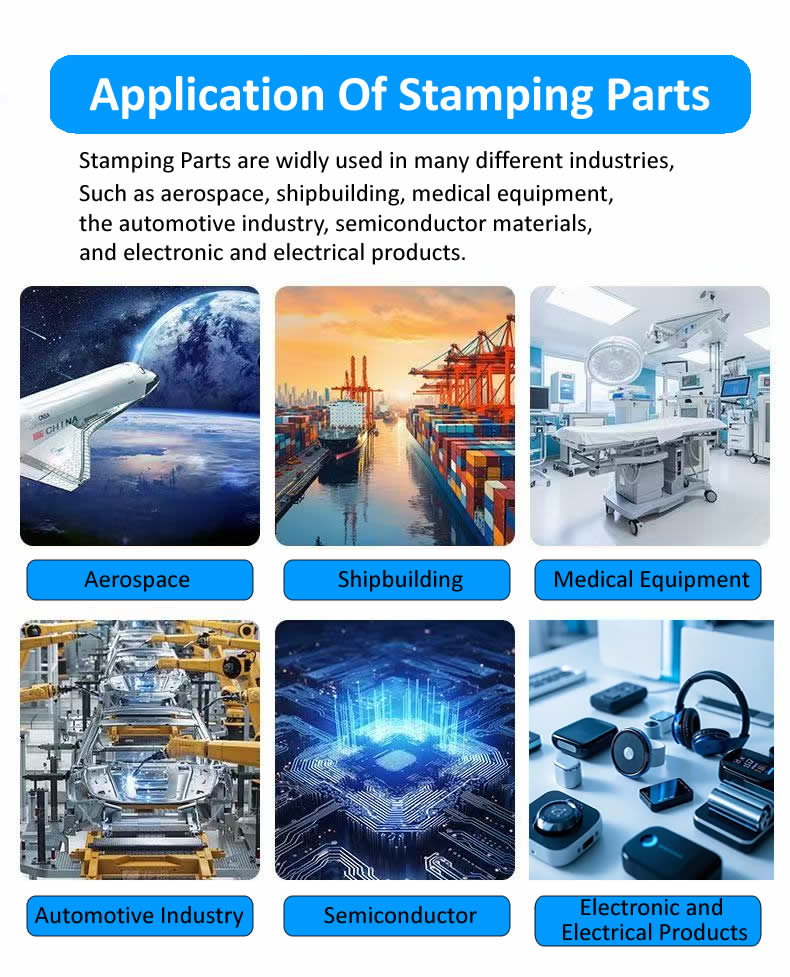
Medical and Healthcare
Surgical instrument handles and jaws (stamped blanks)
Orthopedic implant trial components
Sterilization tray perforated sheets
Diagnostic equipment chassis
Hospital bed hardware and latches
Food and Beverage Processing
Conveyor belt chain links
Pump diaphragm retainers
Mixer blade mounting brackets
Filling nozzle components
Sanitary pipe clamps and flanges
Marine and Offshore
Boat cleat bases and hinges
Deck hardware backplates
Exhaust system clamps (316 grade)
Saltwater filter housings
Offshore platform electrical enclosure parts
Automotive and Commercial Vehicles
Exhaust manifold gaskets
Fuel system brackets
Turbo heat shields
Wiper arm components (430 stainless)
Truck bed tie-down rings
Chemical and Industrial
Valve actuator brackets
Pump wear plates
Filter housing supports
Lab equipment enclosures
Pressure gauge components
Quality Assurance for Stainless Steel Stamping Parts – EEAT in Practice
Nuote Metals applies rigorous quality protocols specific to stainless steel.
Experience with Work Hardening
Our stamping engineers have over 10 years of experience with austenitic stainless steels. We use finite element analysis (FEA) to predict thinning and cracking at bends, adjusting die geometry to maintain minimum thickness.
Expertise in Corrosion Testing
For stainless steel stamping parts destined for harsh environments, we offer:
Salt spray testing (ASTM B117) – 200 to 1,000 hours depending on grade
Passivation verification – Copper sulfate or ferroxyl test per ASTM A967
Intergranular corrosion test – For welded stainless parts (ASTM A262)
Authoritativeness Through Standards
Our stainless steel stamping parts conform to:
ASTM A240/A240M – Standard for stainless sheet/plate
ISO 9001:2015 – Quality management
ISO 13485 – Medical device quality (available upon request)
FDA compliance – For food contact applications (material certification)

Trust Through Traceability
Every batch of stainless steel stamping parts from Nuote Metals includes:
Mill test certificate (MTC) – Chemical and mechanical properties
Inspection report – Key dimensions with actual measured values
Passivation certificate (if applied) – Date, method, test result
Sample parts – 10 pieces shipped prior to production release
Common Challenges in Stainless Steel Stamping Parts and How Nuote Metals Solves Them
| Challenge | Cause | Nuote Metals Solution |
|---|---|---|
| Cracking at bends | Insufficient bend radius or work hardening | Use 2xT minimum inside radius; specify annealed material; add stress relief |
| Galling (material transfer to die) | High friction and pressure | Polished carbide dies; TiN coating; high-performance lubricant |
| Springback causing incorrect angles | High yield strength of stainless | Over-bend dies (2–5° compensation); coining instead of air bending |
| Burrs on sheared edges | Worn punch/die clearance | Maintain 8–12% clearance per side; use sharp carbide punches; secondary deburring |
| Surface scratching during handling | Austenitic stainless is relatively soft | Plastic interleaving between stamped parts; lined shipping containers |
Frequently Asked Questions About Stainless Steel Stamping Parts
Below are the most common technical inquiries received by Nuote Metals regarding stainless steel stamping parts.
Q1: What is the difference between 304 and 316 stainless steel for stainless steel stamping parts? Which should I choose?
A: The key difference is molybdenum content. 304 stainless contains 18% chromium and 8% nickel, offering excellent general corrosion resistance. 316 adds 2–3% molybdenum, which significantly improves resistance to chlorides (saltwater, de-icing salts, bleach). For stainless steel stamping parts used indoors or in fresh water, 304 is sufficient and more economical. For marine environments, coastal outdoor applications, chemical plants handling chlorides, or food processing with salty brines, Nuote Metals recommends 316. Note that 316 is approximately 15–20% more expensive than 304 and has slightly lower formability (requires more generous bend radii). If your stainless steel stamping parts will be welded, we suggest 304L or 316L (low carbon versions) to prevent sensitization and intergranular corrosion in the heat-affected zone.
Q2: How does Nuote Metals prevent galling when stamping stainless steel parts? Why is galling a problem?
A: Galling is the cold-welding transfer of stainless steel material to the die surface. It occurs because the passive oxide layer on stainless can be breached under pressure, allowing bare metal-to-metal contact. Galling causes rough part surfaces, dimensional drift, and eventual die failure. Nuote Metals prevents galling in stainless steel stamping parts through three methods. First, we use carbide die inserts polished to an Ra of 0.1 µm or better—smoother surfaces reduce adhesion points. Second, we apply PVD coatings (TiN or TiCN) to punches and forming tools, creating a hard, low-friction barrier. Third, we select chlorine-free extreme pressure lubricants specifically formulated for austenitic stainless. For high-volume stainless steel stamping parts, we also implement automatic micro-lubrication systems that apply fresh oil at every stroke. If galling still occurs, our in-die sensors detect the increased stripping force and stop the press automatically.
Q3: Can you produce stainless steel stamping parts with no burrs on sheared edges? What is your standard burr height?
A: Burr-free edges are technically impossible with conventional stamping because shearing always leaves a small raised ridge on one side. However, Nuote Metals controls burrs tightly. Our standard acceptance limit for stainless steel stamping parts is burr height ≤ 5% of material thickness (e.g., 0.05mm max for 1.0mm thick material). For applications requiring essentially no burrs (e.g., parts that contact human tissue or delicate wire insulation), we offer secondary deburring using vibratory tumbling (removes burrs down to ≤0.02mm and adds a slight edge radius) or electropolishing (chemically dissolves micro-burrs and improves surface finish). Specify “no sharp edges” or “burr height max 0.03mm” on your drawing. For high-volume stainless steel stamping parts where burrs are unacceptable, we can recommend fine blanking (an alternative process) or secondary grinding, though both add cost. Contact Nuote Metals with your burr limit requirement for a feasibility assessment.
Q4: Do stainless steel stamping parts need passivation after stamping? When is it required?
A: Passivation is a chemical treatment that removes free iron particles from the surface of stainless steel stamping parts. During stamping, tooling can transfer microscopic iron particles onto the part. These iron particles can rust, creating red staining that compromises the corrosion resistance. Passivation dissolves these particles without attacking the underlying chromium-rich stainless. Nuote Metals recommends passivation for stainless steel stamping parts used in medical devices, food contact, marine environments, or any application where rust staining is unacceptable. Passivation is also required by ASTM A967 for certain medical and aerospace specifications. For general industrial stainless steel stamping parts (e.g., brackets, clamps, enclosures) used indoors, passivation is often optional. We can supply parts as-stamped or with passivation. Our passivation line uses citric acid (environmentally friendly) and includes verification testing per ASTM A967.
Why Partner with Nuote Metals for Stainless Steel Stamping Parts?
Selecting the right supplier for stainless steel stamping parts requires expertise in material behavior, tool design, and post-processing. Nuote Metals offers:
10+ years stamping stainless steel specifically
Grades in stock – 304, 304L, 316, 316L, 430, 410, 301
In-house passivation – Citric acid line with verification testing
Tolerances to ±0.05 mm – On critical features
Volumes from 1,000 to 5,000,000+ pieces
Free DFM review – For new stainless steel stamping parts designs
Sample program – 20 free pieces from production tooling
Full traceability – Mill certs and inspection reports with every order
Contact Nuote Metals today to upload your drawing or discuss your stainless steel stamping parts requirements.
Hot Tags: Stainless Steel Stamping Parts,Custom Stainless Steel Stamping Parts,Stainless Steel Stamping Parts Factory
Send Inquiry
Please feel free to fill your inquiry in the form below. We will reply you in 24 hours.









X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy