
Products






Stamped Metal Parts
We are Nuote Metals, a China factory specializing in Custom stamped metal parts for automotive, electronics, and hardware. Precision-engineered for durability and consistency, our parts solve your exact design needs. From prototypes to mass production, trust the factory for reliable quality and tailored solutions that fit perfectly.
Send Inquiry
Product Description
In modern manufacturing, few processes offer the speed, consistency, and cost-effectiveness of metal stamping. When off-the-shelf components cannot meet unique design requirements, custom stamped metal parts provide the exact geometry, material, and performance characteristics needed for mission-critical assemblies.
Nuote Metals has delivered engineering-grade stamping solutions for over a decade. Our custom stamped metal parts serve industries including automotive, electronics, medical devices, renewable energy, and industrial equipment—where precision and repeatability are non-negotiable.

What Are Custom Stamped Metal Parts?
Custom stamped metal parts are components produced by feeding metal coil or blank sheet through a stamping press fitted with custom-engineered dies. The press applies high force to cut, bend, form, or pierce the metal into a finished shape—often in a single stroke or progressive sequence.
Unlike standard catalog parts, custom stamped metal parts are designed to client specifications, including:
Unique hole patterns, slots, or cutouts
Specific bend angles and radii
Tight dimensional tolerances (down to ±0.05mm)
Special surface finishes or coatings
High-volume production with consistent quality

Why Choose Nuote Metals for Custom Stamped Metal Parts?
Engineering Experience Across Industries
Nuote Metals brings over ten years of hands-on stamping experience. Our engineering team collaborates with clients from prototype to production, offering design for manufacturability (DFM) feedback to reduce tooling costs and improve part performance.
In-House Tooling and Die Making
We design and manufacture our own stamping dies. This vertical integration allows faster lead times, lower tooling costs, and complete control over quality for custom stamped metal parts.
Flexible Production Volumes
Prototype runs: 50–1,000 pieces
Low-volume production: 10,000–50,000 pieces
High-volume production: 10,000–1,000,000+ pieces
Technical Capabilities for Custom Stamped Metal Parts
Nuote Metals operates a modern stamping facility with presses ranging from 25 tons to 200 tons. Below is a detailed breakdown of our capabilities.
Material Options
| Material Category | Common Grades | Typical Applications |
|---|---|---|
| Carbon Steel | SPCC, SPCD, SPCE, Q195, Q235 | Brackets, enclosures, structural parts |
| Stainless Steel | 304, 316, 430, 301 (full hard) | Medical, food equipment, marine hardware |
| Aluminum | 5052, 5056, 6061, 1100 | Electronics heatsinks, lightweight chassis |
| Copper & Brass | C11000, C26000, C26800 | Electrical contacts, terminals, decorative parts |
| Pre-plated Materials | Galvanized steel, tin-plated steel | Corrosion-resistant applications |
Stamping Processes Available
| Process | Description | Typical Part Complexity |
|---|---|---|
| Blanking | Cutting flat shapes from metal strip | Low to medium |
| Piercing | Creating holes, slots, or cutouts | Medium |
| Bending | Forming angles along a straight axis | Medium |
| Drawing | Creating cups, boxes, or deep recesses | High |
| Coining | Compressing material to precise thickness | Very high |
| Embossing | Creating raised or recessed features | Medium |
| Progressive Die Stamping | Multiple operations in one die sequence | Very high (complex parts) |
| Compound Die Stamping | Blanking and piercing in single stroke | Medium to high |
Dimensional Tolerances for Custom Stamped Metal Parts
Nuote Metals holds tight tolerances based on material thickness and part geometry.
| Feature Type | Standard Tolerance | Precision Tolerance (upon request) |
|---|---|---|
| Hole diameter (under 10mm) | ±0.10 mm | ±0.05 mm |
| Hole-to-hole center distance | ±0.15 mm | ±0.08 mm |
| Blank outer contour | ±0.15 mm | ±0.10 mm |
| Bend angle | ±1° | ±0.5° |
| Flatness (per 100mm) | ±0.3 mm | ±0.15 mm |
| Burr height | ≤0.1 mm | ≤0.05 mm |
Maximum Part Dimensions
| Parameter | Value |
|---|---|
| Maximum blank size (progressive die) | 300mm x 300mm |
| Maximum blank size (compound die) | 500mm x 500mm |
| Maximum material thickness | 6.0mm (mild steel) / 3.0mm (stainless) |
| Minimum material thickness | 0.2mm |
| Maximum press tonnage | 200 tons |
Surface Finishes and Secondary Operations
Many custom stamped metal parts require post-stamping treatments. Nuote Metals offers in-house and partnered services.
Plating and Coating
Zinc plating – Yellow, blue, or clear passivation
Nickel plating – Matte or bright finish
Tin plating – Solderability and corrosion protection
Powder coating – RAL color options, thickness 60–120µm
Anodizing – Aluminum parts, clear or color (Type II)
Black oxide – Steel parts for mild corrosion resistance and anti-glare
Mechanical Secondary Operations
Tapping and threading (through or blind holes)
Deburring and edge finishing
Riveting and hardware insertion (nuts, studs, standoffs)
Welding (spot, projection, or laser)
Heat treating (stress relieving, annealing)
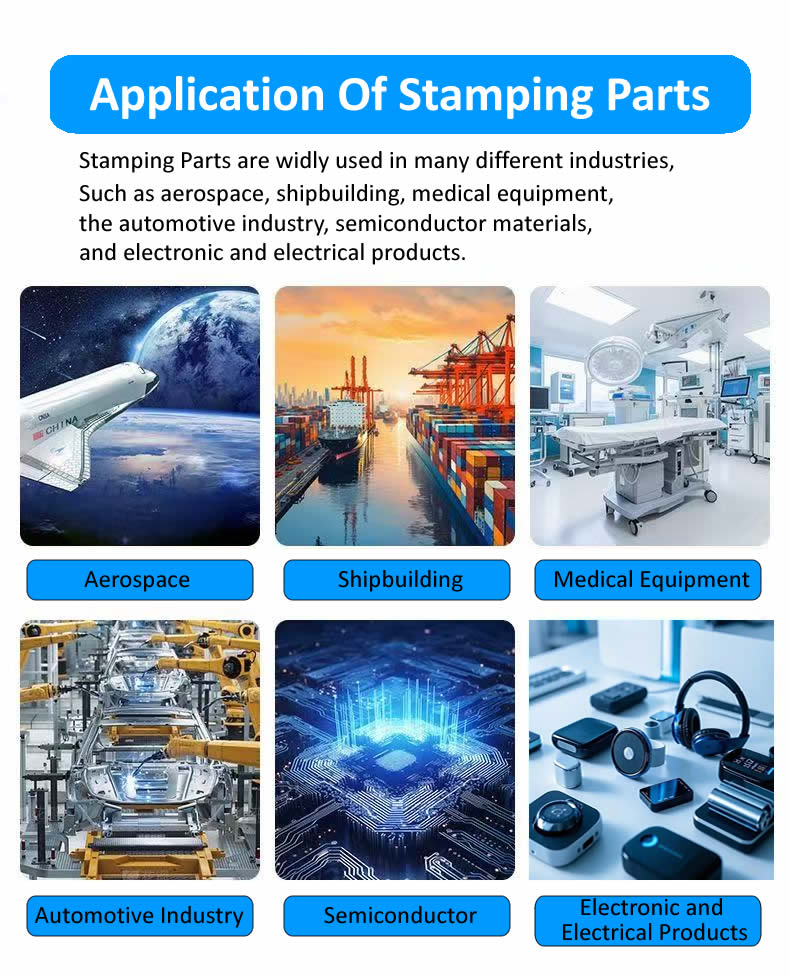
Applications of Custom Stamped Metal Parts
Nuote Metals supplies custom stamped metal parts to diverse industries. Below are representative examples.
Automotive and Electric Vehicles
Battery terminal connectors
Mounting brackets for sensors and control units
HVAC system components
Seat frame reinforcements
Shield cans for EMI/RFI protection
Electronics and Telecommunications
RF shielding covers and frames
Heat sinks for power semiconductors
Battery contacts and spring clips
Chassis and internal brackets for servers
Connector housings (shielded)
Medical Devices
Surgical instrument components
Implantable device enclosures (with certified materials)
Diagnostic equipment brackets
Sterilization tray inserts
Orthopedic hardware blanks
Renewable Energy
Solar panel mounting clips and rail connectors
Inverter chassis and internal brackets
Wind turbine sensor mounts
Battery energy storage system busbars
Industrial Equipment
Pump and valve components
Gearbox shims and spacers
Conveyor system guides
Control panel enclosures
Pneumatic manifold plates
Quality Assurance for Custom Stamped Metal Parts – EEAT in Practice
Nuote Metals adheres to Google’s EEAT principles through documented processes, certified expertise, and transparent quality reporting.
Experience in Tooling Design
Our tooling engineers average 15 years of die design experience. We use CAD/CAM software (SolidWorks, AutoCAD) to simulate stamping sequences before cutting steel, reducing trial runs by up to 40%.
Expertise in Process Control
First article inspection (FAI) – Complete dimensional report per ASME Y14.5
SPC monitoring – Critical dimensions tracked during production runs
Material traceability – Mill certificates retained for each coil batch
In-process gauging – Hardened go/no-go fixtures for high-volume parts
Authoritativeness Through Certification
ISO 9001:2015 – Quality management system
IATF 16949 – Automotive quality standard (available upon request)
RoHS & REACH – Compliance documentation for all materials
Conflict minerals reporting – Available for customer requirements

Trust Through Transparency
For every shipment of custom stamped metal parts, Nuote Metals provides:
Certificate of Conformance (CoC)
Dimensional inspection report (with measured values)
Material certification (mill test report)
Photographs of representative parts
The Custom Stamped Metal Parts Process at Nuote Metals
From concept to delivery, our workflow ensures predictability and quality.
Step 1 – Design and DFM Review
Client provides 2D drawing or 3D model (STEP, IGES, or PDF)
Our engineers review tolerances, radii, and material selection
DFM report issued within 2–3 business days
Step 2 – Tooling Fabrication
Tool steel selection (D2, A2, or carbide for high-volume)
CNC machining of die plates, punches, and strippers
Tryout on sample material – first parts produced
Step 3 – Sampling and Approval
Up to 20 sample pieces provided at no additional charge (for approved tooling)
Customer inspects and approves dimensions
Any design adjustments made before production
Step 4 – Production and Quality Control
Full production run according to PO quantity
In-process inspections at defined intervals (every 500–2000 pieces)
Final random sampling per AQL (ANSI/ASQ Z1.4)
Step 5 – Finishing and Shipping
Secondary operations performed (plating, tapping, etc.)
Packaging according to customer specification (bulk, tray, reel, or bag)
Shipment with full documentation
Frequently Asked Questions About Custom Stamped Metal Parts
Below are the most common technical inquiries received by Nuote Metals regarding custom stamped metal parts.
Q1: What is the typical lead time for tooling and first samples of custom stamped metal parts?
A: Lead times depend on part complexity and tooling requirements. For simple custom stamped metal parts with single-operation blanking or piercing tools (compound die), tooling fabrication typically takes 15–20 business days. First samples are available 3–5 days after tooling completion. For complex custom stamped metal parts requiring progressive dies with multiple stations (bending, drawing, coining), tooling lead time ranges from 25–40 business days. Nuote Metals offers expedited tooling for an additional fee—contact our engineering team with your part drawing for a specific timeline. Prototype tooling (soft tooling using aluminum or mild steel) can be produced in 7–10 days for low-volume validation runs before committing to production-grade tool steel.
Q2: What is the minimum order quantity (MOQ) for custom stamped metal parts? Can you accommodate small prototyping runs?
A: Yes, Nuote Metals supports both low-volume prototyping and high-volume production. For custom stamped metal parts requiring new dedicated tooling, our typical MOQ is 5,000–10,000 pieces to amortize tooling costs. However, for prototyping or pilot runs, we offer flexible quantities as low as 50–500 pieces using temporary soft tooling or even laser cutting (for flat parts without bending). For simple custom stamped metal parts that can be produced using our existing standard tooling library (e.g., common washer shapes, simple brackets), there is no MOQ—we accept orders starting from 100 pieces. Please submit your drawing for a custom quotation. We also offer a sample program: after tooling approval, we provide up to 20 sample pieces free of charge (customer pays shipping).
Q3: How do I ensure that my custom stamped metal parts will have minimal burrs and sharp edges? What are your standard deburring methods?
A: Burr control is a critical quality parameter for custom stamped metal parts, especially when parts will be handled or assembled with wiring. Nuote Metals addresses burrs through three approaches. First, we optimize die clearances—for each material thickness, we maintain punch-to-die clearances of 5–10% per side, which minimizes burr formation at the source. Second, for most custom stamped metal parts, we perform mechanical deburring using a vibratory tumbler with ceramic or plastic media, producing a uniform radius of 0.05–0.15mm. Third, for parts requiring extremely sharp edges removed (e.g., medical or electronics applications), we offer hand-deburring or thermal deburring. Our standard burr height limit is ≤0.1mm for material thickness above 1mm, and ≤0.05mm for material below 1mm. If your application requires burr-free edges (e.g., for contact with skin or wire insulation), specify “no sharp edges” or “edge radius 0.1mm” on your drawing, and we will adjust our process accordingly.
Q4: What information do I need to provide to get an accurate quote for custom stamped metal parts?
A: To provide a precise quotation for custom stamped metal parts, Nuote Metals requires the following minimum information. First, a 2D drawing (PDF) or 3D model (STEP, IGES, or SolidWorks) with dimensions, tolerances, and material specified. Second, the material type and thickness—if uncertain, describe the application (e.g., “corrosion-resistant, similar to 304 stainless, 1.5mm”). Third, the estimated annual or order quantity—tooling cost amortization depends heavily on volume. Fourth, any surface finish or secondary operation requirements (plating, tapping, heat treat). Fifth, any critical-to-quality features (e.g., “hole diameter must hold ±0.05mm” or “flatness critical”). With this information, Nuote Metals typically provides a budgetary quote within 24 hours and a firm quote with tooling breakdown within 3–5 business days. For simple custom stamped metal parts, we can quote from a hand sketch or clear photograph with dimensions.
Why Partner with Nuote Metals for Custom Stamped Metal Parts?
Choosing the right stamping partner ensures dimensional consistency, cost control, and supply chain reliability. Nuote Metals offers:
Engineering support – DFM analysis before tooling
In-house tooling – No outsourcing delays or quality surprises
Material flexibility – Over 20 alloys in stock
No MOQ for simple parts – Using existing tooling library
Fast sampling – 20 free samples with approved tooling
Global shipping – Air or sea to North America, Europe, Asia, and beyond
Full traceability – Material certs and inspection reports with every shipment
Contact Nuote Metals today to upload your drawing or discuss your custom stamped metal parts project.
Hot Tags: Stamped Metal Parts Factory,Custom Stamped Metal Parts,China Stamped Parts Manufacturer
Send Inquiry
Please feel free to fill your inquiry in the form below. We will reply you in 24 hours.









X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy