
Products






Stamping Small Parts
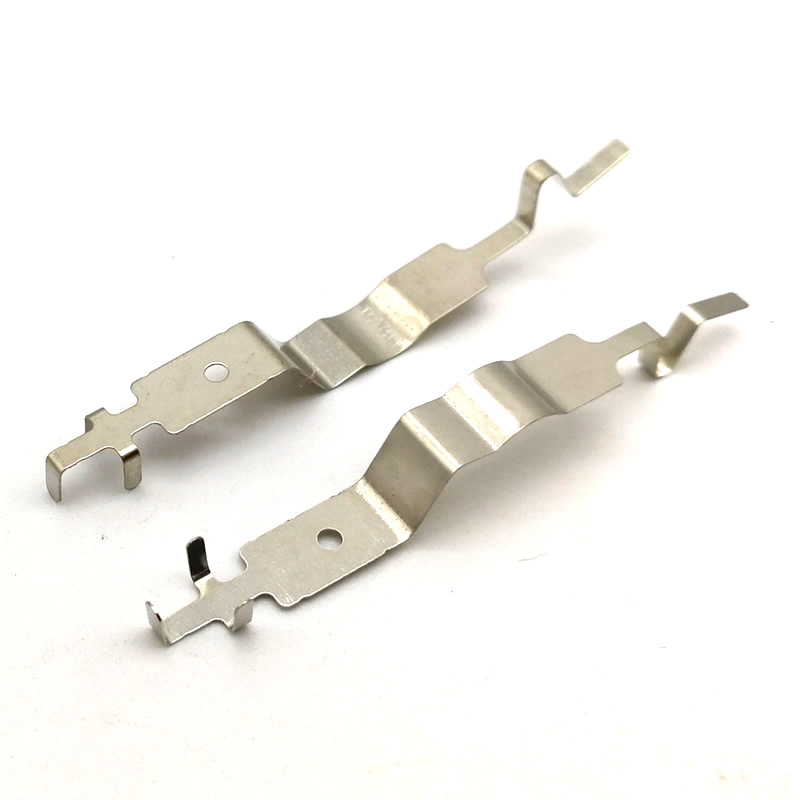
From China, Nuote Metals manufacturer offers Custom stamping small parts for electronics and medical devices. Precision dies create tiny components with tight tolerances. Solve miniaturization challenges reliably. Trust the manufacturer for quality in every small detail.
Send Inquiry
Product Description
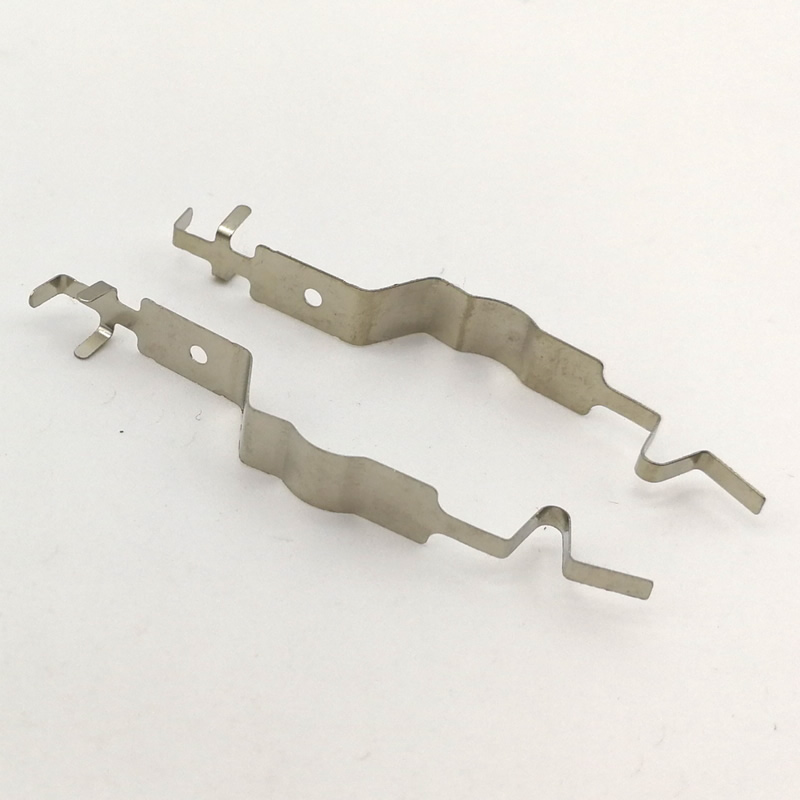
In the world of metal forming, size presents unique challenges. Stamping small parts—components measuring just a few millimeters across or weighing fractions of a gram—requires specialized equipment, tooling, and process control. A tiny burr or a 0.02mm dimensional shift can render an entire batch unusable.
Nuote Metals has dedicated production lines specifically for stamping small parts. Our presses, feeds, and dies are optimized for miniature components used in electronics, medical devices, watchmaking, and precision automotive systems. We produce stamping small parts at speeds up to 1,200 strokes per minute, with tolerances held to ±0.01mm.
What Are Stamping Small Parts?
Stamping small parts are metal components typically characterized by:
Maximum dimension – Under 30mm in any direction
Material thickness – Usually 0.1mm to 1.5mm
Weight – Often less than 5 grams
Complexity – May include multiple bends, pierced holes, embossed features, or coined surfaces
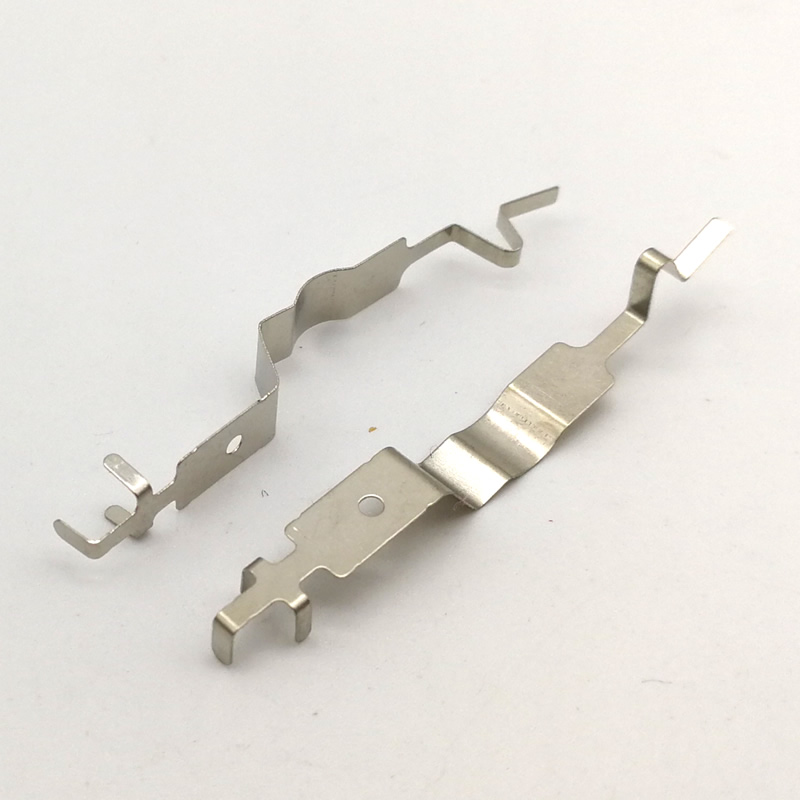
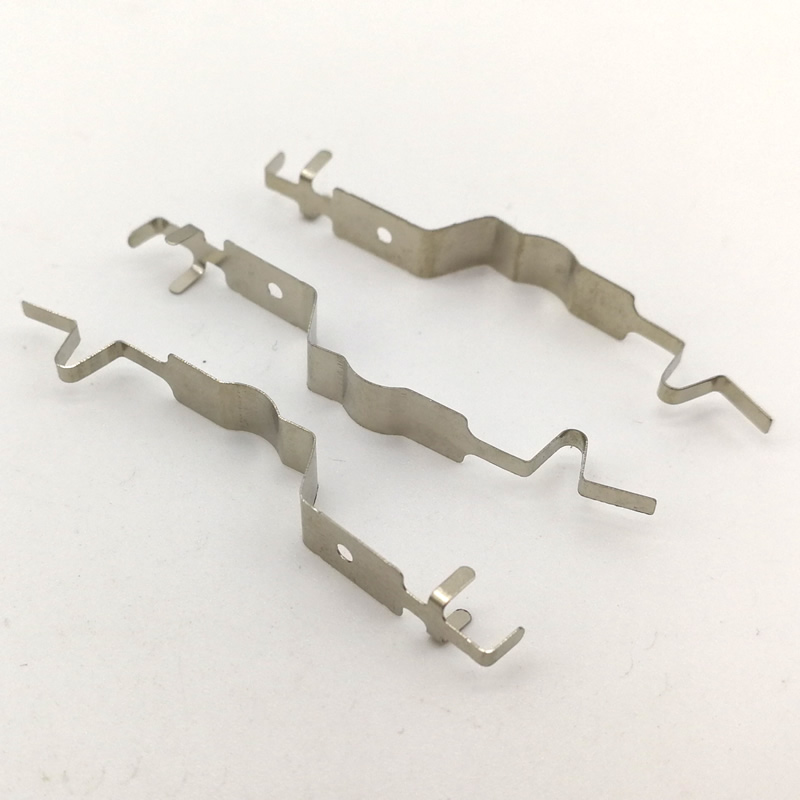
Examples of stamping small parts include connector pins, spring contacts, shield covers, battery terminals, watch links, sensor brackets, and surgical instrument tips.
The economics of stamped parts are unique. While the piece price is low, the tooling is dense (many cavities per die), and the quality requirements are exceptionally high. Nuote Metals has refined the process to deliver reliability at scale.
Why Choose Nuote Metals for Stamping Small Parts?
Specialized Presses for Small Parts
Standard stamping presses are not ideal for stamping parts. Nuote Metals operates high-speed, precision presses with:
Short stroke lengths – 10mm to 30mm (reduces air time, increases SPM)
Vibration-damped frames – Maintains die alignment at high speeds
Servo feeds with ±0.02mm accuracy – Essential for thin, narrow coil
In-die sensors – Detect misfeeds, part ejection, and tool wear
Tooling Designed for Miniature Features
Our dies for stamping small parts use:
Micro-ground carbide punches – Diameters as small as 0.3mm
Tungsten carbide inserts – Withstand high-cycle wear
Positive part ejection – Air or spring pins prevent sticking
Optical verification stations – In-die cameras for critical dimensions
Cleanroom and Handling Protocols
Small parts are easily lost or contaminated. Nuote Metals maintains:
Dedicated small-part packaging lines – Anti-static trays, tape-and-reel, or custom bags
Magnetic and vibratory feeders – For automated counting and packing
100% visual inspection – Magnified for surface defects invisible to naked eye
Check the Video to see how we make stamping parts
Technical Specifications for Stamping Small Parts
Material Options
| Material | Common Thickness (mm) | Typical Small Parts |
|---|---|---|
| Low carbon steel (SPCC, 1008) | 0.15 – 1.0 | Washers, spacers, clips |
| Stainless steel (304, 301 half-hard) | 0.10 – 0.8 | Spring contacts, medical blades |
| Brass (C260, C268) | 0.10 – 0.8 | Connector pins, terminals |
| Phosphor bronze (C5191) | 0.10 – 0.5 | Relay springs, switch blades |
| Beryllium copper (C17200) | 0.10 – 0.5 | High-performance springs, battery contacts |
| Aluminum (5052, 1100) | 0.15 – 1.0 | EMI shields, heat spreaders |
| Nickel silver | 0.10 – 0.5 | Decorative electronic trim, corrosion-resistant contacts |
Dimensional Capabilities for Stamping Small Parts
Nuote Metals achieves the following tolerances on stamping small parts.
| Parameter | Standard Capability | High-Precision Capability (upon request) |
|---|---|---|
| Minimum part length/width | 1.0 mm | 0.8 mm |
| Minimum hole diameter | 0.3 mm (0.5 mm for thicker materials) | 0.2 mm (with carbide punch) |
| Hole-to-hole center tolerance | ±0.025 mm | ±0.010 mm |
| Blank contour tolerance | ±0.025 mm | ±0.015 mm |
| Bend angle | ±0.5° | ±0.3° |
| Flatness (over 10mm length) | ±0.05 mm | ±0.02 mm |
| Burr height (sheared edges) | ≤0.03 mm | ≤0.01 mm (with secondary deburring) |
| Coining thickness tolerance | ±0.010 mm | ±0.005 mm |
Production Speeds and Volumes
| Material Thickness | Typical Press Speed (SPM) | Daily Output (per shift) | Minimum Economical Order |
|---|---|---|---|
| 0.1 – 0.3 mm | 800 – 1,200 | 400,000 – 600,000 | 500,000 pieces |
| 0.3 – 0.8 mm | 400 – 800 | 200,000 – 400,000 | 200,000 pieces |
| 0.8 – 1.5 mm | 200 – 400 | 100,000 – 200,000 | 100,000 pieces |
Note: stamping small parts at lower volumes may be more economical using laser cutting or chemical etching. Nuote Metals provides process recommendations at quotation.
Typical Die Configurations for Stamping Small Parts
| Die Type | Number of Stations | Typical Cavities per Strip Width | Best For |
|---|---|---|---|
| Single-row progressive | 8 – 20 | 1 – 2 | Complex parts with bends, coins, or multiple piercings |
| Multi-row progressive | 10 – 30 | 4 – 16 | Simple flat parts (washers, clips, terminals) |
| Transfer die | 6 – 12 | 1 (but large strip) | Larger small parts (over 15mm) requiring heavy forming |
We uses multi-row dies for high-volume stamping parts, reducing strip waste and increasing output per press stroke.
Applications of Stamping Small Parts
Nuote Metals supplies stamping small parts to industries where precision at miniature scale is mission-critical.
Electronics and Connectors
USB and HDMI connector pins (brass or phosphor bronze)
SIM card holder contacts (stainless steel, nickel-plated)
Battery spring contacts for wearables
Shielding fingers and ground clips (beryllium copper)
Lead frames for sensors and LEDs
Medical Devices
Surgical stapler anvil and cartridge components
Dental tool tips (stainless, sharp-edged)
Implantable device connectors (titanium or 316L stainless)
Catheter hub locking rings
Diagnostic test strip contacts (gold-plated)
Automotive and EV
Fuse box terminals (tin-plated brass)
Wire harness clips (spring steel)
Sensor mounting brackets (thin stainless)
Charging port contact blades
Battery management system busbars (small format)
Watchmaking and Micro-Mechanics
Gear train bridges (brass)
Hand-setting stems (stamped blanks for further machining)
Case spring clips
Movement spacer rings
Consumer Products
Earbud charging contacts (gold-plated stainless)
Drone motor mounting plates (aluminum)
Remote control battery terminals
Zipper sliders and pull tabs (small stamped steel)
Buckle components for backpacks
Quality Assurance for Stamping Small Parts – EEAT in Practice
Nuote Metals applies specialized quality protocols for miniature components.
Experience with Micro-Tooling
Our toolmakers have decades of experience grinding punches as small as 0.3mm diameter. We use wire EDM and jig grinding to achieve die clearances of 5–8% per side—critical for clean shearing of thin materials without burrs.
Expertise in High-Magnification Inspection
Standard measuring tools are insufficient for stamping small parts. Nuote Metals uses:
Vision measurement systems – 100x magnification with sub-micron resolution
Keyence laser micrometers – Non-contact measurement at 1,000 readings/second
Scanning electron microscopy (SEM) – For failure analysis and edge quality verification (outsourced as needed)
Authoritativeness Through Industry Standards
Our stamping small parts comply with:
ISO 9001:2015 – Quality management
IPC-610 – Acceptability of electronic assemblies (for connector and contact parts)
RoHS & REACH – Material compliance for electronics
IATF 16949 – Automotive quality (available for automotive small parts)
Trust Through 100% Automated Inspection
For critical stamping small parts, Nuote Metals implements:
In-die optical sensors – Verify part presence and basic geometry at 1,200 SPM
Post-stamp vision sorting – Rejects parts with dimensional or surface defects
Tape-and-reel with automated counting – Ensures exact quantities without missing pieces
Common Challenges in Stamping Small Parts and How Nuote Metals Solves Them
| Challenge | Root Cause | Nuote Metals Solution |
|---|---|---|
| Burrs on micro-holes | Punch deflection or improper clearance | Carbide punches with guided stripper plates; clearance optimized per thickness |
| Part sticking to punch (picking) | Vacuum or static charge | Positive air ejection; coated punches (TiN or DLC); anti-static ionizer |
| Dimensional inconsistency across strip width | Uneven coil tension or feed error | Servo feed with closed-loop control; straightener with pinch rolls |
| Bent or twisted parts after stamping | Residual stress from coining or bending | In-line stress relieving (heat); counter-bending stations |
| Missing parts during packaging | Static attraction or small size | Anti-static trays; automated vibratory feeders with counting sensors |
Frequently Asked Questions About Stamping Small Parts
Below are the most common technical inquiries received by us regarding stamping parts.
Q1: What is the smallest size of stamping small parts that Nuote Metals can produce?
A: Nuote Metals has produced stamping small parts as small as 0.8mm in length and 0.3mm in width, with material thickness of 0.1mm. The practical minimum depends on feature complexity. For a simple flat washer or contact pad, we can stamp parts down to 0.5mm diameter using carbide tooling and high-speed presses. For parts requiring holes, the minimum hole diameter is 0.2mm (material thickness ≤0.15mm). For parts with bends or formed features, the minimum part size is approximately 1.5mm in any dimension to allow for tooling clearance. If your stamping small parts are smaller than these limits, Nuote Metals can recommend alternative processes such as photochemical etching (PCM) or laser micro-machining. We encourage you to submit your drawing for a feasibility review—our engineers will advise whether stamping is technically and economically viable.
Q2: How does Nuote Metals control burrs on stamping small parts, especially when parts will be handled or in contact with sensitive components?
A: Burr control is the number one quality concern for stamping small parts. Nuote Metals uses a three-level approach. First, optimized die clearances: for thin materials (under 0.3mm), we maintain punch-to-die clearance of only 3–5% per side, which dramatically reduces burr formation but requires carbide punches to prevent wear. Second, sharp tool maintenance: we track punch stroke counts and replace or re-sharpen punches every 500,000 to 2,000,000 strokes depending on material abrasiveness. Third, secondary deburring for critical stamping small parts: we offer vibratory tumbling with ceramic or plastic media, which produces a uniform edge radius of 0.01–0.03mm and removes burrs down to ≤0.01mm height. For parts that cannot tolerate any detectable burr (e.g., medical blades or electrical contacts that must not scratch mating surfaces), we offer electropolishing (for stainless steel) or micro-abrasive blasting. Specify your maximum allowable burr height on the drawing, and Nuote Metals will select the appropriate process.
Q3: What is the typical lead time for tooling and first samples of stamping small parts?
A: Lead times for stamping small parts depend on part complexity and die construction. For simple flat parts (washers, clips, terminals) that can use multi-row dies with 2–4 stations, Nuote Metals typically delivers first samples in 15–20 business days after drawing approval. For complex stamping small parts with multiple bends, coining, and piercing features requiring progressive dies with 8–15 stations, tooling lead time ranges from 25–35 business days. We offer an expedited service (additional 30% tooling fee) that reduces lead time by 7–10 days. After tooling approval, we provide 20 free sample pieces for customer inspection. Production lead time for stamping small parts is typically 10–15 business days for orders up to 500,000 pieces, assuming plating or secondary operations are standard. Contact Nuote Metals with your part drawing for a specific timeline.
Q4: How are stamping small parts packaged to prevent loss or damage during shipping? Can you provide tape-and-reel for automated assembly?
A: Yes, Nuote Metals offers multiple packaging options for stamping parts. For manual assembly or low-volume use, we provide anti-static poly bags with heat-sealed closures and desiccant, typically packed in 1,000–10,000 pieces per bag (depending on part size). For automated pick-and-place assembly, we offer tape-and-reel packaging per EIA-481 standards—available for parts as small as 1.0mm x 1.0mm. Our tape-and-reel service includes anti-static carrier tape, cover tape with controlled peel force, and plastic reels in 7-inch or 13-inch diameters. For very small or delicate stamping small parts, we also offer waffle trays (JEDEC standard) with individual pockets to prevent parts from touching each other. For high-volume orders, we can provide bulk packaging with automated counting and labeling. Specify your preferred packaging method at the time of quotation—there is typically no additional charge for tape-and-reel for orders above 50,000 pieces.
Why Partner with Nuote Metals for Stamping Parts?
Producing stamping parts at scale requires specialized expertise that general stamping shops cannot provide. Nuote Metals offers:
Press speeds to 1,200 SPM – Optimized for miniature parts
Tolerances to ±0.01mm – Verified by vision measurement
Materials as thin as 0.1mm – From spring steel to beryllium copper
Multi-row dies – Up to 16 cavities per stroke for flat parts
In-die and post-stamp inspection – 100% vision sorting available
Tape-and-reel packaging – Ready for automated assembly
Prototyping service – Soft tooling for low-volume validation
Free DFM feedback – We identify potential issues before tooling
Contact Nuote Metals today to submit your drawing or discuss your stamping small parts requirements.
Hot Tags: Stamping Small Parts,Stamping Parts Factory,China Stamping Small Parts
Send Inquiry
Please feel free to fill your inquiry in the form below. We will reply you in 24 hours.









X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy