
Products









Round Head Half Tubular Rivets
As a China manufacturer, Nuote Metals produces Custom round head half tubular rivets. The smooth dome head offers a clean finish, while the half-tubular body flares easily for a secure hold in leather, luggage, and auto repairs. Save assembly time and eliminate loose joints. Trust our factory for durable, precision-made rivets that solve your fastening challenges.
Send Inquiry
Product Description
Among the many rivet head styles available, the round head remains the most recognizable and mechanically robust. Round head half tubular rivets combine the traditional domed profile—proven over centuries of mechanical assembly—with the modern efficiency of a hollow-end design. This hybrid delivers the shear strength of a solid rivet while requiring significantly less setting force.
Nuote Metals manufactures rivets from low-carbon steel, brass, stainless steel, and aluminum. Our components serve industries where a visible, uniform dome is both functional and aesthetic—including heavy equipment, automotive interiors, luggage, and leather goods.

What Are Round Head Half Tubular Rivets?
Round head half tubular rivets feature a solid, hemispherical head at one end and a shallow cylindrical cavity (the “half tubular” section) at the opposite end. The head diameter is typically 1.6 to 2.0 times the shank diameter, with a height roughly 40–50% of the head diameter.
During installation, the hollow tail expands outward under pressure, forming a clinch that locks materials together. The round head remains visible on the exterior side, providing a consistent, decorative appearance.
Characteristics of it:
Classic domed profile – Smooth, uniform curvature, no sharp edges
Reduced setting force – Approximately 25–30% of the force needed for a solid round head rivet
Controlled expansion – The hollow section rolls predictably, reducing material stress
Wide material compatibility – Suitable for metal, plastic, leather, and composites
Nuote Metals produces round head half tubular rivets in diameters from 2mm to 10mm, with custom head geometries available for brand-specific aesthetics.
Different Kinds Of Rivets We Make
We make different kinds of rivets, such as solid rivets, semi-tubular rivets and full tubular rivets and special customized rivets.
1. Solid Rivets, including solid round head rivets, solid flat head rivets and solid countersunk head rivets in different materials.



2. Semi-Tubular Rivets, including semi-tubular round head rivets, semi-tubular flat head rivets and semi-tubular countersunk head rivets in different materials.



3. Full Tubular rivets in brass, copper, stainless steel, aluminum and steel.

4. Special Rivets

Why Choose Round Head Half Tubular Rivets Over Other Head Styles?
Head Style Comparison
| Head Style | Head Height | Bearing Area | Visible Profile | Best Application |
|---|---|---|---|---|
| Round head | Tall (0.4–0.5 x head dia) | Moderate | Highly visible dome | Furniture, luggage, heavy machinery, traditional assemblies |
| Mushroom head | Low (0.2–0.3 x head dia) | Large | Wide, shallow dome | Soft materials, leather, fabric |
| Flat head (countersunk) | Flush (0 mm above surface) | Moderate | Nearly invisible | Aerospace, electronics, smooth surfaces |
| Oval head | Medium (0.3–0.4 x head dia) | Moderate | Smooth, slightly raised | General industrial, where appearance matters |
Advantages of the Round Head Design
- Maximum head strength – The thick dome resists deformation under impact
- Self-centering – The round shape helps align the rivet during insertion
- Traditional aesthetic – Desired for vintage-style luggage, saddlery, and furniture
- Easy to set manually – The round head provides a clear target for hammer setting
- Compatible with standard setters – Most rivet setters include round-head anvils
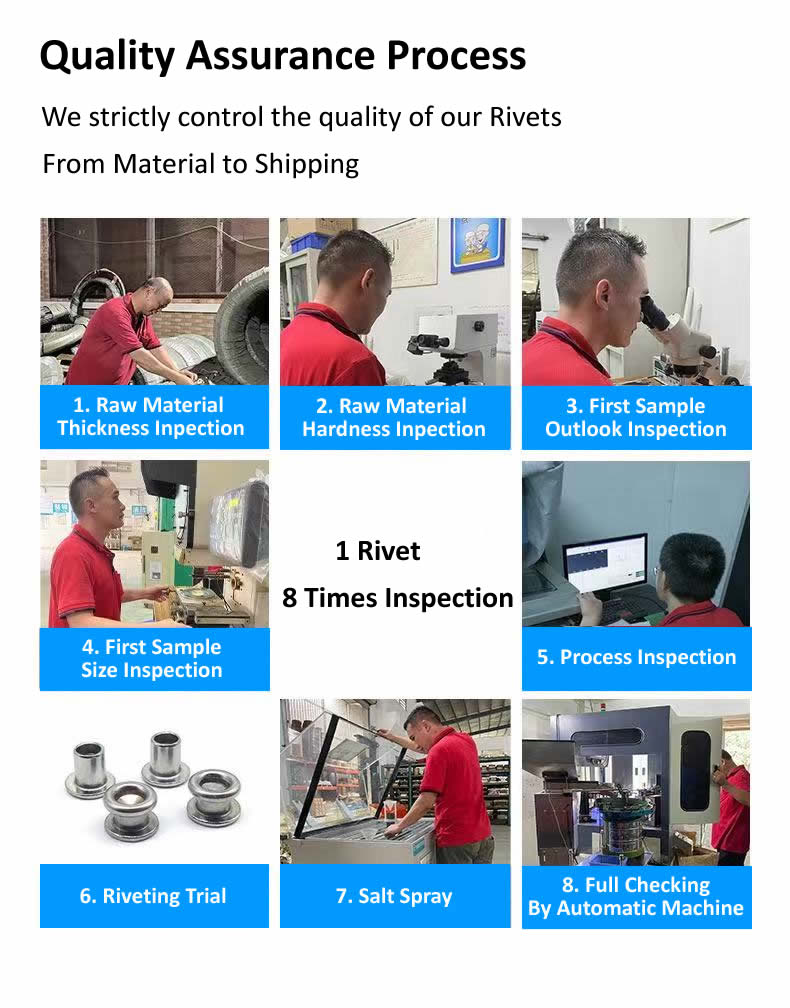
How We Control The Quality of Rivets in each Batch
Detailed Product Parameters
All round head half tubular rivets from Nuote Metals are manufactured to meet ANSI/ASME B18.1.2 dimensional standards for round head rivets, with the half tubular cavity depth equal to 40–60% of total barrel length.
Material Specifications
| Parameter | Low Carbon Steel | Brass (C260) | Stainless Steel (304) | Aluminum (5056) |
|---|---|---|---|---|
| Tensile Strength (MPa) | 400 – 500 | 315 – 390 | 515 – 620 | 280 – 350 |
| Hardness (as-manufactured) | HRB 70–85 | HRB 60–75 | HRB 70–85 | HRB 45–60 |
| Corrosion resistance (salt spray) | 48–120 hrs (zinc plated) | 48–72 hrs (uncoated) | 200+ hrs (passivated) | 100+ hrs (anodized) |
| Magnetic? | Yes | No | Slightly (if cold worked) | No |
| Typical finishes | Zinc plated, black oxide, phosphate | Natural lacquered, antique, nickel | Passivated, bead blasted | Clear anodized, color anodized |
Standard Dimensions – Steel Round Head Half Tubular Rivets
Nuote Metals maintains tooling for the following standard sizes. Custom head diameters, barrel lengths, and cavity depths are available for volume orders.
| Shank Diameter (mm) | Head Diameter (mm) | Head Height (mm) | Barrel Length Range (mm) | Cavity Depth (mm) | Recommended Grip Range (mm) |
|---|---|---|---|---|---|
| 2.0 | 3.2 – 3.6 | 1.2 – 1.4 | 3.0 – 8.0 | 1.5 – 4.0 | 1.0 – 2.5 |
| 2.5 | 4.0 – 4.5 | 1.5 – 1.7 | 4.0 – 10.0 | 2.0 – 5.0 | 1.5 – 3.0 |
| 3.0 | 4.8 – 5.4 | 1.8 – 2.1 | 5.0 – 12.0 | 2.5 – 6.0 | 2.0 – 4.0 |
| 4.0 | 6.4 – 7.2 | 2.4 – 2.8 | 6.0 – 16.0 | 3.0 – 8.0 | 2.5 – 5.5 |
| 5.0 | 8.0 – 9.0 | 3.0 – 3.5 | 8.0 – 20.0 | 4.0 – 10.0 | 3.0 – 7.0 |
| 6.0 | 9.6 – 10.8 | 3.6 – 4.2 | 10.0 – 25.0 | 5.0 – 12.5 | 4.0 – 9.0 |
| 8.0 | 12.8 – 14.4 | 4.8 – 5.6 | 12.0 – 32.0 | 6.0 – 16.0 | 5.0 – 12.0 |
| 10.0 | 16.0 – 18.0 | 6.0 – 7.0 | 15.0 – 40.0 | 8.0 – 20.0 | 6.0 – 15.0 |
Tolerances: Shank diameter ±0.05mm, head diameter ±0.15mm, head height ±0.10mm, overall length ±0.15mm. Cavity depth is approximately 50% of barrel length for standard half tubular rivets.
Mechanical Performance Data (Steel, 4mm Diameter)
| Parameter | Value |
|---|---|
| Single shear strength | 6,500 – 7,500 N (approx. 660 – 765 kgf) |
| Tensile pull-out (2mm steel plate) | 2,800 – 3,500 N (approx. 285 – 357 kgf) |
| Recommended hole diameter | Shank diameter + 0.15 to 0.25mm |
| Setting force (hydraulic press) | 1.5 – 3.0 tons (depending on material stack) |
| Setting force relative to solid rivet | Approx. 28% |
Applications of Round Head Half Tubular Rivets
Nuote Metals supplies round head half tubular rivets across industries where a traditional dome appearance is desired or where maximum head strength is required.
Luggage and Case Goods
- Suitcase handle attachments
- Corner bracket riveting
- Hinge pin replacements
- Lock and latch mounting points
- Trolley wheel bracket fastening
The round head provides a classic, premium appearance on leather and polycarbonate luggage.
Furniture and Upholstery
- Wooden chair frame reinforcement (metal-to-wood)
- Leather ottoman button attachments
- Spring clip mounting on sofas
- Metal frame assembly for folding furniture
- Decorative rivet trim on headboards

Heavy Machinery and Equipment
- Control panel nameplate attachment
- Guard and shield fastening
- Wear plate riveting on excavator buckets
- Conveyor belt scraper blade mounting
- Agricultural equipment branding plates
Automotive and Commercial Vehicles
- Interior grab handle mounting (round head visible)
- Floor mat grommet retainers
- Dashboard trim attachments (where screws are undesirable)
- Engine compartment identification tags
- Bus and trailer seating rail fasteners
Leather Goods and Saddlery
- Belt hole reinforcements (decorative round head)
- Dog collar studs and rivets
- Saddle cinch and strap connections
- Leather bag corner protectors
- Harness hardware
Quality Assurance for Round Head Half Tubular Rivets – EEAT in Practice
Nuote Metals demonstrates Experience, Expertise, Authoritativeness, and Trust through rigorous quality protocols specific to round head geometries.
Experience in Head Formation
Producing consistent round heads requires precise cold-heading tooling. Our tooling engineers have over 10 years of experience with round head half tubular rivets. We use carbide heading dies with polished cavities to achieve a smooth, blemish-free dome on every rivet.
Expertise in Concentricity
For round head half tubular rivets, head-to-shank concentricity is critical. A non-concentric head will appear lopsided and may not seat properly. Nuote Metals holds concentricity to within 0.10mm TIR (total indicator reading) for diameters up to 6mm, and 0.15mm TIR for larger sizes. We verify each batch using an optical comparator.

Authoritativeness Through Standards
Our round head half tubular rivets conform to:
ANSI/ASME B18.1.2 – Small solid rivets (round head dimensions)
ISO 1051 – Rivets for general purpose
ISO 9001:2015 – Quality management
RoHS & REACH – For plated and coated versions
Trust Through Testing
Every batch of round head half tubular rivets from Nuote Metals undergoes:
Dimensional inspection – Head diameter, head height, shank diameter, cavity depth
Hardness testing – Rockwell scale per material
Concentricity check – Optical comparator
Setting test – Sample rivets set into representative material stack to verify clinch formation
Installation Guide for Round Head Half Tubular Rivets
Proper setting ensures the round head remains undamaged while the tail forms a secure clinch.
Tools Required
Hole punch or drill – Size = shank diameter + 0.15–0.25mm
Round-head anvil – Matches the rivet head curvature (protects head during setting)
Setting punch – Flat or slightly concave, sized to the shank diameter
Hammer or arbor press
Step-by-Step Setting (Manual)
Prepare holes – Drill or punch through all material layers. Remove burrs.
Insert rivet – Place the round head half tubular rivet into the hole from the visible side. The round head should sit flush against the top material.
Support the head – Place the round-head anvil against the rivet head. This prevents deformation of the dome.
Expand the tail – Position the setting punch against the hollow tail. Strike firmly with a hammer or apply press pressure.
Inspect – The tail should roll outward into a flat or slightly rounded clinch. The round head should show no dents or flattening.
Common Mistakes
Striking the round head directly – Deforms the dome and ruins appearance. Always use a matching anvil.
Over-setting – Excessive force can crack the hollow tail or split the material. Use a press with a depth stop for repeatable results.
Undersized holes – Causes the shank to scrape and may prevent full insertion.
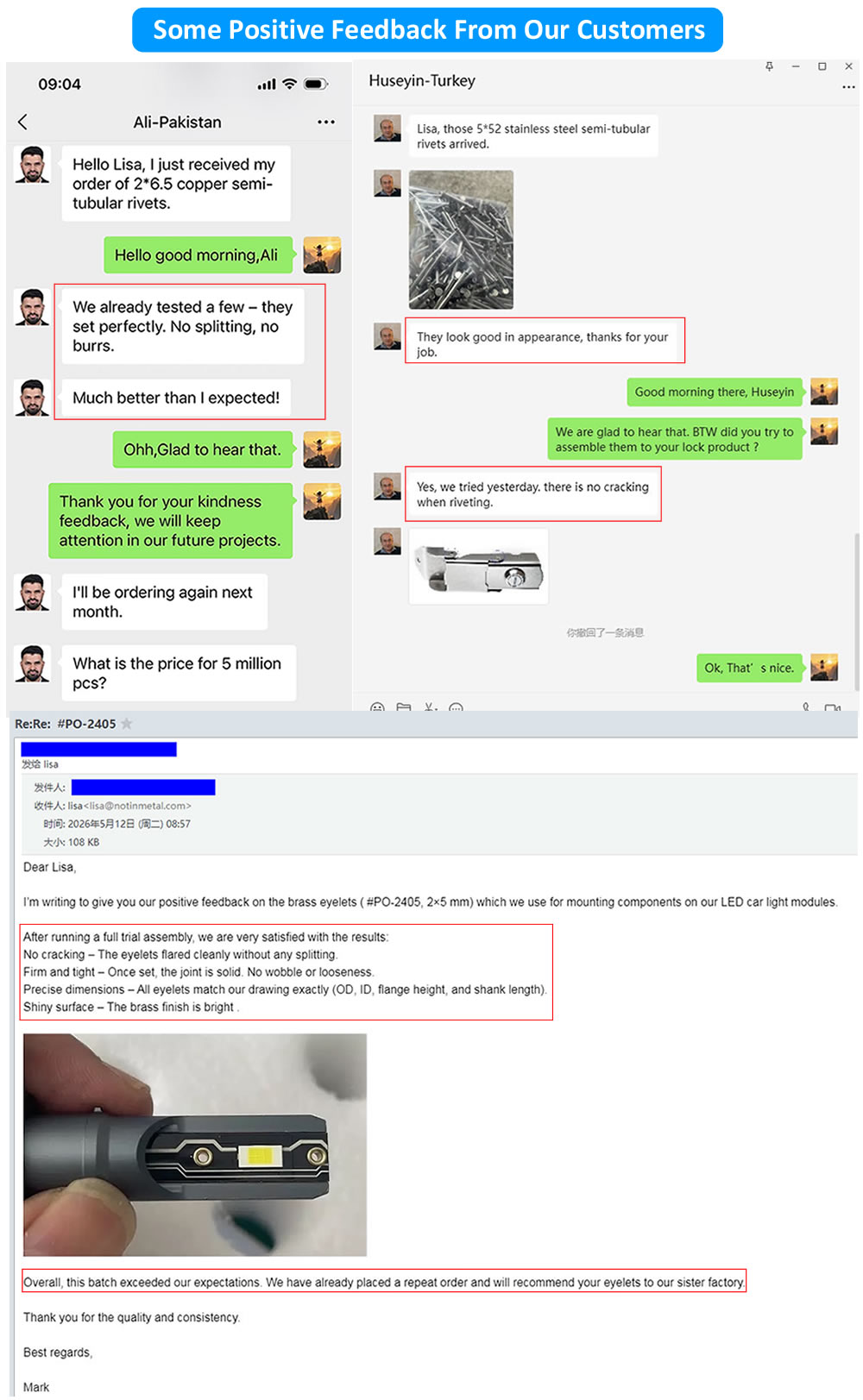
Customers' Feedback
Frequently Asked Questions About Round Head Half Tubular Rivets
Below are the most common technical inquiries received by Nuote Metals regarding round head half tubular rivets.
Q1: What is the difference between round head half tubular rivets and solid round head rivets? When should I use each?
A: The fundamental difference is the hollow cavity in the tail. Round head half tubular rivets have a shallow hole at the tip, reducing the amount of material that must be displaced during setting. This requires only 25–30% of the force needed for a solid rivet of the same diameter. Solid round head rivets are fully solid throughout and require heavy squeezing or hammering with a bucking bar. For applications where you have access to both sides and want a traditional dome appearance, round head half tubular rivets are almost always the better choice because they are faster to install, cause less stress on surrounding materials, and produce a more consistent clinch. Solid rivets are reserved for extreme structural loads (e.g., bridge building, pressure vessels) where maximum shear strength is the only priority. For general industrial, furniture, luggage, and automotive applications, Nuote Metals recommends round head half tubular rivets for their combination of classic appearance and installation efficiency.
Q2: Can round head half tubular rivets be used in wood or plastic? Will the material crack?
A: Yes, but precautions are needed. Round head half tubular rivets can be used in wood, engineered woods (MDF, plywood), and rigid plastics (ABS, polycarbonate, acrylic). However, these materials do not deform like metal; the rivet tail will not “embed” into them. For wood and plastic, Nuote Metals recommends the following. First, pre-drill a clearance hole slightly larger than the shank diameter (shank + 0.2–0.3mm). Second, for plastics, chamfer the hole entrance and exit to prevent stress risers. Third, use a backing washer under the tail to distribute the clinching force over a larger area—this prevents the tail from pulling through the material. Fourth, set the rivet using a controlled press rather than a hammer blow to avoid shock cracking. For very brittle plastics (acrylic, polystyrene), we recommend avoiding mechanical fastening altogether or using a shoulder rivet design. Nuote Metals can supply round head half tubular rivets with larger flange washers specifically for soft materials.
Q3: How do I select the correct barrel length for round head half tubular rivets when the material stack thickness varies?
A: The barrel length must exceed the total material thickness by 1.0–1.5mm to allow sufficient material for clinch formation. For example, if your material stack is 3.0mm thick, select a rivet with a barrel length of 4.0–4.5mm. If the stack thickness varies (e.g., a hinge with two different thicknesses), use the thickest point to determine barrel length—the clinch will still form in thinner sections, though it may sit slightly higher. For significant variation (more than 2mm difference across the assembly), Nuote Metals recommends either using two different rivet lengths in different zones or designing a stepped barrel where the cavity depth varies. We offer custom barrel lengths in 0.5mm increments from 3mm to 40mm. Contact our technical team with your specific material stack thicknesses, and we will calculate the optimal barrel length for your round head half tubular rivets.
Q4: What materials are available for round head half tubular rivets besides steel? Do you offer decorative finishes?
A: Yes, Nuote Metals manufactures round head half tubular rivets in multiple materials and finishes. For corrosion-resistant applications, we offer stainless steel (304 or 316) with passivated or bead-blasted finish. For decorative or electrical applications, we offer brass (C260) with natural lacquered, antique, polished, or nickel-plated finishes. For lightweight assemblies, we offer aluminum (5056) with clear or color anodized finishes. For high-strength, lightweight, or non-magnetic requirements, we can also produce round head half tubular rivets in copper or phosphor bronze (for spring applications). Our most popular decorative finish for visible round head half tubular rivets is antique brass, which gives a vintage, tarnished appearance desired in leather goods and furniture. Nickel-plated brass provides a silver-colored, modern look. For steel rivets, zinc plating (clear, blue, or yellow) is standard, but we also offer black oxide for a matte black finish. Specify your material and finish at quotation, and Nuote Metals will confirm availability and minimum order quantities.
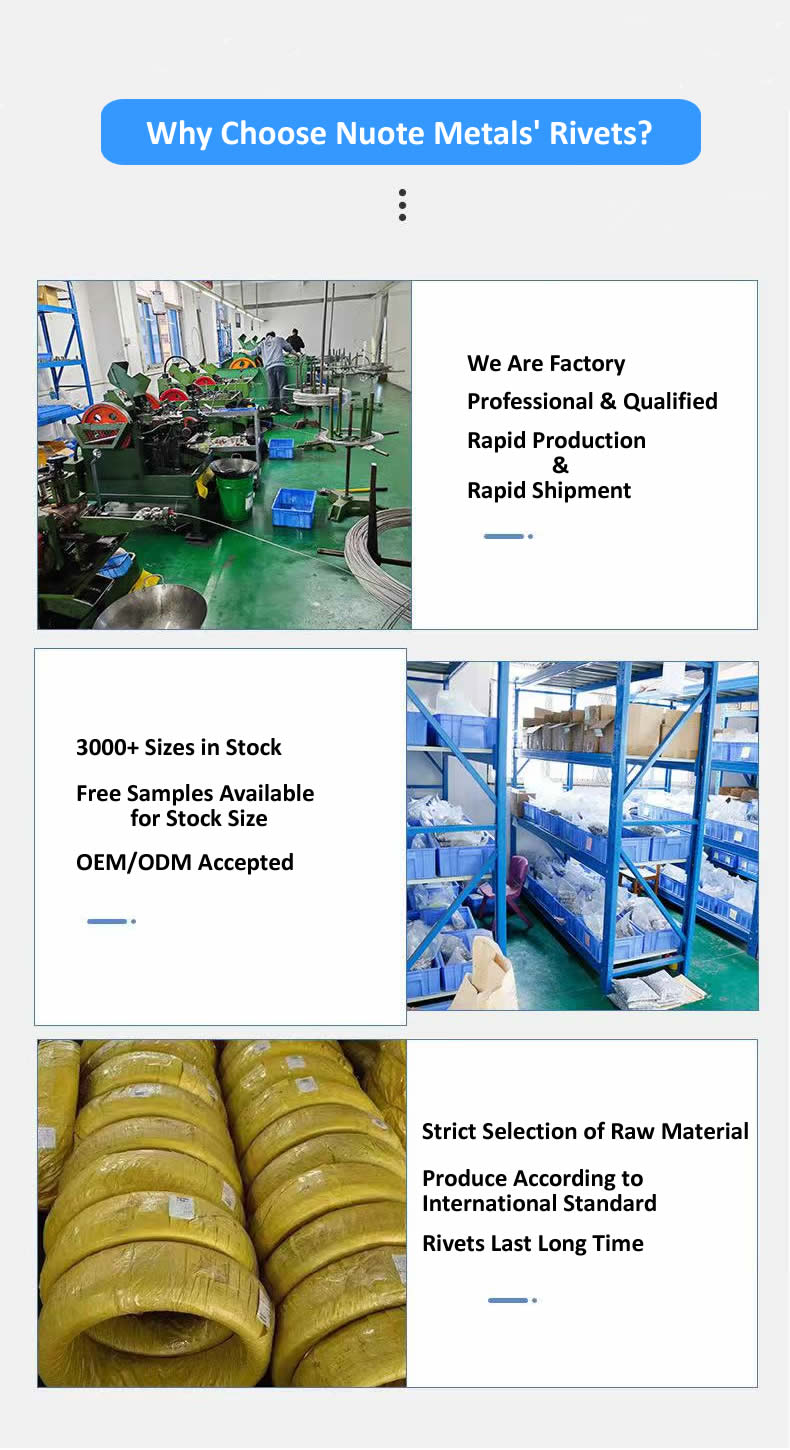
Why Partner with Nuote Metals for Round Head Half Tubular Rivets?
Choosing the right supplier for round head half tubular rivets ensures consistent head geometry, reliable clinching, and competitive pricing. Nuote Metals offers:
Head diameters from 3.2mm to 18.0mm (shanks 2mm to 10mm)
Four material families – Steel, stainless, brass, aluminum
Eight standard finishes – Including antique brass and nickel plate
Custom barrel lengths – Any length from 3mm to 40mm (MOQ applies)
Tooling library – Over 50 standard round head dies, reducing or eliminating tooling charges
Sample program – 20 free pieces from existing tooling
Fast lead times – 5–10 business days for stocked sizes
Full traceability – Material certs and dimensional reports with every order
Contact Nuote Metals today to request a sample pack or quotation for your round head half tubular rivets application.
Hot Tags: Round Head Half Tubular Rivets,China Half Tubular Rivets,Half Tubular Rivets Factory
Related Categories
Send Inquiry
Please feel free to fill your inquiry in the form below. We will reply you in 24 hours.









X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy