
Products










Steel Half Tubular Rivets
Steel half tubular rivets from Nuote Metals, a China factory, offer a cost-effective fastening solution for general manufacturing and construction. Made from high-strength carbon steel, these rivets provide excellent shear resistance for heavy-duty assemblies like scaffolding, agricultural equipment, and steel furniture. The half-tubular design flares smoothly under pressure, reducing installation force while maintaining a tight grip. Available with Custom diameters, lengths, and finishes—zinc-plated, plain, or black oxide. Unlike stainless steel, our steel rivets deliver comparable strength at a lower price point, ideal for high-volume orders. Solve budget constraints without sacrificing reliability. Trust our factory for precision, consistency, and on-time delivery for your Custom steel half tubular rivets.
Send Inquiry
Product Description
When your assembly line needs speed, but the joint still has to hold, the steel half tubular rivet offers a clear advantage. Unlike a solid rivet that requires high force and heavy equipment, the half‑tubular design—partially hollow at the tail—reduces setting force by roughly 70% while retaining most of the shear strength. The result is a fastener that installs quickly, works with lighter tooling, and still delivers a permanent, reliable joint.
Nuote Metals cold‑heads steel half tubular rivets from low‑carbon steel (1008, Q195) with optional zinc plating or black oxide finishes. This guide covers our technical specifications, the cold‑heading process, our quality control workflow, and one real example from the hardware industry.

Different Material of Rivets We Make
We make different materials of Rivets, such as brass rivets, steel rivets, stainless steel rivets, aluminum rivets, and copper rivets.
1.Brass Rivets, including brass solid rivets, brass semi-tubular rivets, brass tubular rivets.



Click  to view more about our brass rivets.
to view more about our brass rivets.
2.Stainless Steel Rivets,including stainless steel solid rivets,stainless steel semi-tubular rivets, stainless steel tubular rivets.



Do you want to know more about our stainless steel rivets? just click 
3.Aluminum Rivets, including aluminum solid rivets, aluminum semi-tubular rivets, aluminum tubular rivets.



If you want to know more about our aluminum rivets, please click 
4. Copper Rivets, including copper solid rivets, copper semi-tubular rivets, copper tubular rivets.



Click  to get more information of our copper rivets.
to get more information of our copper rivets.
5. Steel Rivets, including steel solid rivets, steel semi-tubular rivets, steel tubular rivets.



If you want to get more information of our steel rivets, please click 
What Makes a Half‑Tubular Rivet Different
The defining feature of a half‑tubular rivet is the shallow cavity at the tail end—typically 45–55% of the barrel length. During installation, only the thin wall of this hollow section rolls outward to form the clinch. This is fundamentally different from a solid rivet, where the entire shank must deform.
| Feature | Half‑Tubular Rivet | Solid Rivet |
|---|---|---|
| Tail design | Partially hollow (cavity depth 45–55% of length) | Fully solid throughout |
| Setting force | Approximately 25–30% of solid rivet force | High (requires heavy press or bucking bar) |
| Installation speed | Fast, suitable for automated assembly | Slower, requires more force and time |
| Shear strength | 80–90% of solid rivet | 100% (reference) |
| Best for | High‑volume production, thin materials, pivot joints | Extreme structural loads, heavy‑duty applications |
For most industrial, furniture, automotive, and hardware applications, the half‑tubular rivet delivers more than enough strength while keeping production efficient.
Technical Specifications – Standard Sizes and Materials
We produce steel half tubular rivets in multiple head styles and a wide range of dimensions. Below are our most commonly stocked sizes.
Material Grades
| Material | Grades | Tensile (MPa) | Hardness (HRB) | Typical Finish |
|---|---|---|---|---|
| Low‑carbon steel | 1008, Q195, SPCC | 400 – 500 | 70 – 85 | Zinc plated (clear/blue/yellow), black oxide, phosphate |
| Medium‑carbon steel | 1045 | 570 – 700 | 85 – 95 | Zinc plated, black oxide |
Standard Dimensions (Round Head, Steel)
| Shank Dia (mm) | Head Dia (mm) | Head Ht (mm) | Barrel Lengths (mm) | Cavity Depth | Grip Range (mm) |
|---|---|---|---|---|---|
| 3.0 | 5.0 – 5.5 | 2.0 – 2.2 | 4, 5, 6, 8 | 45–55% of length | 1.5 – 3.5 |
| 4.0 | 6.5 – 7.2 | 2.6 – 2.9 | 5, 6, 8, 10, 12 | 45–55% of length | 2.0 – 5.0 |
| 5.0 | 8.0 – 9.0 | 3.2 – 3.6 | 6, 8, 10, 12, 15 | 45–55% of length | 2.5 – 6.5 |
| 6.0 | 9.5 – 10.8 | 3.8 – 4.3 | 8, 10, 12, 15, 20 | 45–55% of length | 3.0 – 8.0 |
| 8.0 | 12.5 – 14.5 | 5.0 – 5.8 | 10, 12, 15, 20, 25 | 45–55% of length | 4.0 – 10.0 |
Tolerances: Shank ±0.05mm, head dia ±0.15mm, length ±0.15mm.
Head Styles Available
| Head Style | Head Dia / Shank | Profile | Best For |
|---|---|---|---|
| Round | 1.6 – 1.8 : 1 | Tall dome | Metal‑to‑metal, high shear, visible joints |
| Flat | 2.0 – 2.5 : 1 | Low, flat top | Clearance‑limited, sliding surfaces |
| Universal | 2.0 – 2.2 : 1 | Medium dome, radiused | Mixed materials, general purpose |
| Oval | 1.8 – 2.0 : 1 | Smooth, slightly raised | Decorative, furniture, leather |
Mechanical Data (5mm Steel, Set into 2mm Steel Sheet)
| Property | Value |
|---|---|
| Single shear strength | 11,000 – 13,000 N |
| Recommended hole size | Shank + 0.15 – 0.20 mm |
| Setting force | 1.2 – 2.0 tons |
How We Cold‑Head Steel Half Tubular Rivets
Cold heading is the process of forming metal at room temperature using high‑speed presses and precision dies. For steel half tubular rivets, we use a multi‑station cold header that performs several operations in a single continuous sequence.
- Wire drawing – Incoming steel wire is drawn to the exact shank diameter.
- Cut‑off – The wire is cut to the precise blank length for each rivet.
- First blow (squaring) – The blank is centred and squared in the die.
- Second blow (heading) – A carbide die forms the head (round, flat, universal, or oval).
- Third blow (cavity extrusion) – A punch creates the semi‑hollow cavity at the tail (45–55% of barrel length).
- Trimming – Any flash around the head edge is removed.
- Tumbling – Micro‑burrs are removed and the surface is prepared for plating.
- Plating or coating – Zinc plating or black oxide is applied as specified.
Cold heading work‑hardens the steel, increasing surface hardness by 15–20% without additional heat treatment. Our carbide dies are polished to Ra 0.1µm to ensure smooth head formation and consistent cavity depth.
For more Details, please check the below video
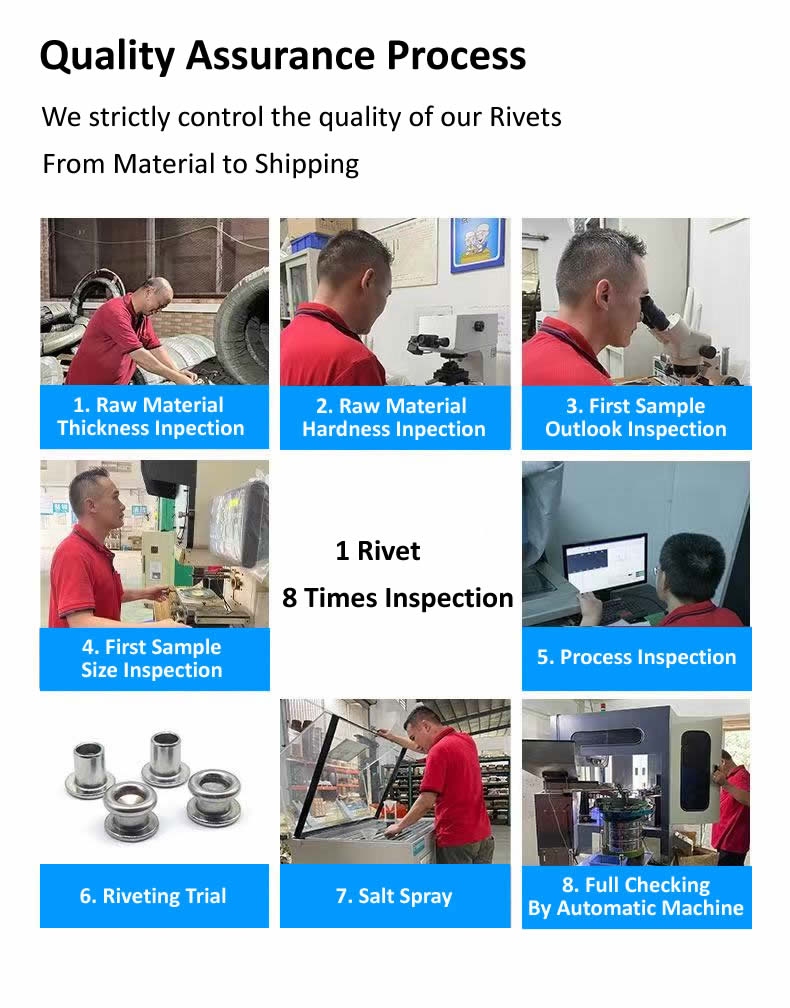
Our Quality Control Process – From Raw Material to Your Production Line
We do not rely on random sampling alone. Every batch of steel half tubular rivets follows a layered inspection system that catches issues before they become problems.
Incoming material stage
Each coil of steel wire is checked for diameter (laser micrometer, ±0.02mm) and hardness (Rockwell tester). We reject any coil that deviates from the specified range.
Setup and first‑off stage
When tooling is installed, the first 10 rivets are examined under 20× magnification for surface defects, then measured on an optical comparator. Head diameter, head height, shank, length, and cavity depth must match the drawing before production begins.
During production stage
Operators pull 5 rivets every 500 pieces. They check critical dimensions with digital calipers and a go/no‑go gauge for cavity depth. Any drift beyond tolerance triggers an immediate press stop and tool adjustment.
Clinch verification stage
Every 2,000 pieces, we set 3 rivets into a sample of your actual material (same thickness and composition). The rolled clinch is inspected for symmetry, tightness, and crack‑free formation.
Corrosion testing (if applicable)
For plated rivets, samples are placed in our salt spray chamber per ASTM B117. Zinc plating: 48–96 hours minimum. A certificate is issued with the batch.
Final sorting stage
Every single rivet passes through an optical sorting machine with high‑speed cameras. It rejects parts with incorrect head diameter, head height, shank, or cavity depth. After sorting, a random AQL sample (Level II, 1.0) is manually verified with profile projector and micrometers.
All inspection records—including measurement logs, test setting photos, and salt spray reports—are retained for five years and are included with every shipment.
One Real Customer Example – Garden Cart Wheel Bracket
This is one of many applications for steel half tubular rivets. We include it to show real production use, not to suggest limitation.
A manufacturer of heavy‑duty garden carts needed to attach the wheel brackets to the steel frame. The original solid rivets required 3.5 tons of setting force, which occasionally deformed the bracket during assembly. The customer also wanted a rust‑resistant finish for outdoor use.
Nuote Metals supplied steel half tubular rivets – 6mm shank, 10mm round head, 15mm barrel length, yellow zinc plated. The semi‑hollow cavity reduced setting force to 1.6 tons, eliminating deformation. The yellow zinc plating provided 96 hours of salt spray resistance. The customer tested 500 rivets across 250 carts. After 5,000 rolling cycles with a 100kg load, no loosening or rust. They now order steel half tubular rivets in batches of 30,000–50,000 pieces.

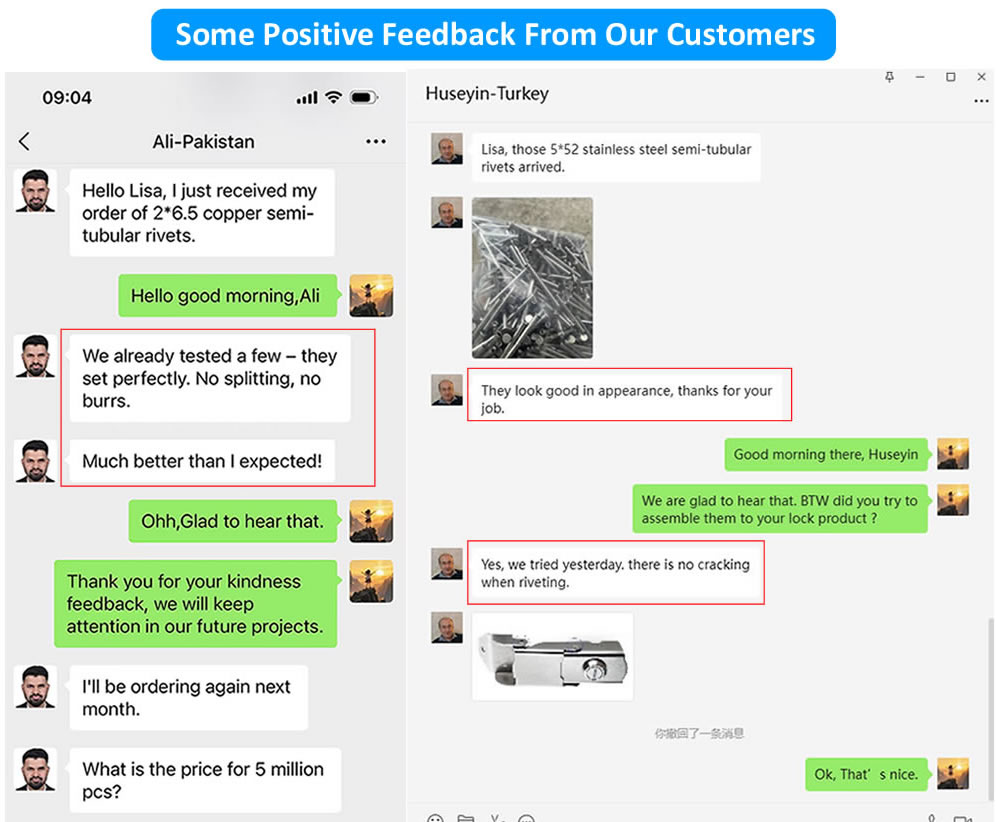
What Our Customers Say – Real Feedback
What We Deliver in Every Shipment
Each order of steel half tubular rivets comes with a complete documentation package:
- Mill test certificate – Chemical composition and tensile properties from the original coil supplier.
- First‑off dimensional report – Actual measured values of 10 rivets from the start of production.
- In‑process log – Summary of all dimensional checks performed during the run.
- Clinch test report – Photos and pull‑force results (if measured) from test settings on your material.
- Salt spray certificate – If applicable, showing hours tested and pass/fail status.
- Certificate of Conformance – Signed by our QA manager, batch‑traceable.
Nuote Metals is ISO 9001:2015 certified. RoHS and REACH declarations are provided on request.

Policies
Samples – 20–50 free pieces for standard stocked sizes (customer pays shipping)
Trial order – 10,000 pieces recommended for first‑time validation
MOQ – 2,000 pieces (standard sizes), 10,000 pieces (custom barrel)
Lead time (stock) – 5–7 business days
Lead time (custom barrel) – 12–15 days
Tooling charges – None for standard round head tooling (3–8mm shank)
Three Questions We Answer Often
Q1: What is the difference between a steel half tubular rivet and a solid steel rivet? When should I choose the half‑tubular version?
A: The fundamental difference is the hollow cavity in the tail. A steel half tubular rivet requires only 25–30% of the setting force needed for a solid rivet of the same diameter, making it faster to install and gentler on surrounding materials. Solid rivets offer slightly higher shear strength but require heavy equipment and more time. For most industrial, furniture, automotive, and hardware applications—including the garden cart case above—half‑tubular rivets provide more than enough strength while keeping production efficient. Choose solid rivets only for extreme structural loads where maximum shear strength is the only priority.
Q2: Can steel half tubular rivets be used outdoors without rusting?
A: Yes, with the right finish. Our standard low‑carbon steel rivets are available with zinc plating (clear, blue, or yellow) which provides 48–96 hours of salt spray resistance—sufficient for rain, humidity, and occasional moisture. For the garden cart case, yellow zinc plating was chosen for its balance of corrosion resistance and cost. For more demanding outdoor or coastal environments, we recommend switching to stainless steel half‑tubular rivets (304 or 316) which offer 200–1,000+ hours of salt spray protection.
Q3: How do I select the correct barrel length for a steel half tubular rivet?
A: Select a barrel length 1.5–2.0mm longer than your total material stack thickness. For example, if you are joining two 2mm steel sheets (total 4mm), choose a barrel length of 5.5–6.0mm. This extra length provides enough material for the hollow section to roll outward and form a secure clinch without bottoming out. If the barrel is too short, the clinch will be weak. Too long, and the barrel may crumple. Send us your material stack thickness, and we will recommend the exact barrel length.
Request a Quote – Tell Us What You Need
We understand that every assembly is different. Rather than asking you to fit a standard product into your design, we prefer to start with your requirements.
To receive a firm quotation for steel half tubular rivets, please provide the following information:
- Shank diameter (mm)
- Head style (round / flat / universal / oval)
- Barrel length (mm) – or your total material stack thickness
- Material grade (low‑carbon / medium‑carbon)
- Finish (zinc plated clear/blue/yellow / black oxide / phosphate)
- Estimated annual quantity
You can also attach a drawing, a photo of your current rivet, or a sample part. We will reply within 24 hours with:
- Tooling cost (if any) – waived for standard sizes
- Piece price based on your annual volume
- Lead time for first samples and mass production
- Free sample policy – 20–50 pieces for standard stocked sizes
Send your RFQ to Nuote Metals today. No pressure, no obligation – just a clear, competitive quotation.
Hot Tags: Steel Half Tubular Rivets,China Half Tubular Rivets,Half Tubular Rivets Manufacturer
Related Categories
Send Inquiry
Please feel free to fill your inquiry in the form below. We will reply you in 24 hours.









X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy